- номинальное значение наружного диаметра Æ31,9-0,05 табличные значения СТ СЭВ 144-75;
- наружный диаметр зенкеров для обработки фасок d = dф + 1…3 мм = 37 + 1 = 38 мм. Максимальный диаметр фасок – dф = 37 мм.
- Определение длины рабочей части. L1 = L + lp + ln = 18 мм.
Длина на переточку lз = 4 мм.
Длина до последующей ступени lk = l1 + l3 = 18 + 4 = 22 мм.
Длина обработки фасок 38 – 32 = 6 мм = lф.
Длина рабочей части для пластинок из твердого сплава на длину пластинок lпл = 18 мм.
- определение числа зубьев. Зенкеры с пластинами из твердого сплава при диаметре 28…80 мм z = 4 (табличные значения). Подача на зуб S = 0,075 мм/об.
- Определение длины зенкера от торца шпинделя зависит от настроечных размеров инструментальной наладки.
4. Определение размеров зубьев (пластин ножей) и стружечных канавок.
- размеры зубьев и стружечных канавок инструментов, входящих в осевой комбинированный инструмент, определятся в соответствии с рекомендациями ГОСТов.
hz1 = 5 мм – для диаметра от 25…35 мм;
hz2 = 7 мм – для диаметра от 35…45 мм.
- ножи и пластины для осевых инструментов. Пластины из твердого сплава для напаянных зенкеров l = 16…32 мм – выбираем l = 18 мм; h = 7 мм (4…10 мм); С = 2…4 мм – выбираем С = 3 мм.
5. Для крепления инструмента применяем конус морзе № 4 с хвостовиком от поворота по ГОСТ 2848-67, который рассчитан для инструментов определенного диаметра с учетом крутящих моментов табличные значения.
2.5. Конструирование и расчет калибра для контроля
межосевого расстояния поверхностей отверстий
относительно друг друга
Для расчета используем ГОСТ 16085-80 «Калибры для контроля расположения поверхностей отверстий, допуски».
Схема расположения поверхностей отверстий.
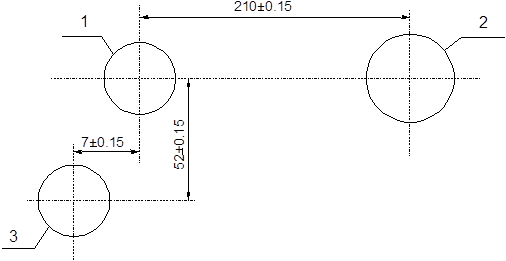 |
Расчет отклонений, координирующих осей и допусков расположения поверхностей на позиционные допуски. Рассчитываем позиционный допуск на межосевое расстояние L1,2 = 210 ± 0,15
![]() - позиционный допуск детали.
- позиционный допуск детали.
F = 53 мкм
Трк = 16 мкм – из таблицы 1 на отверстия калибра
W = 10 мкм – допустимый износ
Н = 16 мкм – допуск для штырей.
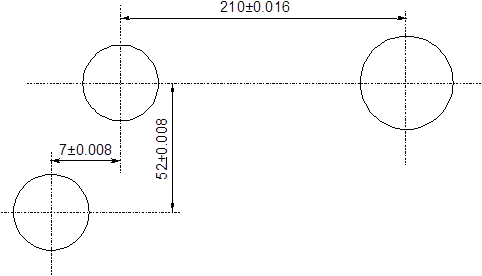
Отсюда межосевые расстояния для калибра отверстий L1,2 = 210 ± 0,016 мм.
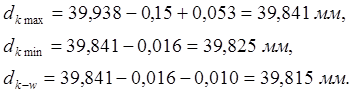
Расчет контрольного штыря производим по формулам:
![]()
![]()
![]()
где Dmin = 39.938 мм – минимальный диаметр отверстия (контролируемого) 2, отверстие 1 является базовым.
Определяем допуск на межцентровые расстояния отверстий 1-3 по двум координатам.
![]()
тогда ![]() .
.
Из таблицы выбираем:
F = 53 мкм; Трк = 25 мкм;
Н = 12 мкм; W = 20 мкм.
Для перечета позиционных допусков элементов калибра на предельные отклонения размеров координирующих оси этих элементов из табл. 3 Трк = SL = 8 мкм на каждый размер, то есть 7 ± 0,008; 52 ± 0,008.
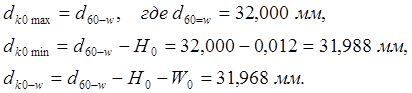
Определяем остальные измерительные инструменты для контролируемых отверстий.
Штырь для отверстия № 3.

Определяем базовый измерительный инструмент для отверстия № 1.
Отсюда схема контрольного калибра будет:
 |
3. Организационно-экономический раздел
Проектирование и расчет технико-экономических показателей поточной линии изготовления рычага.
3.1. Введение
В условиях проводимых экономических реформ, в процессе перехода к рынку постепенно расширяется самостоятельность государственных предприятий в решении экономических проблем, организации технического процесса, в введении прогрессивных схем оплаты и стимулирования труда работников.
Решение задачи насыщения рынка товарами напрямую зависит от эффективности действия законов налогообложения прибыли предприятий.
Эффективно действующая система налогообложения, введение льготного налогообложения для предприятий и акционерных обществ, сегодня носит стержень, от которого зависит оживление нашей экономики, особенно ее госсектора, и переход предприятий на рыночные взаимоотношения между собой, восполнение дефицита республиканского бюджета.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.