Расчет силы.
Сила Рх- отрывающая заготовку от поверхности приспособления равна 4554 Н.
Необходимая сила, для закрепления заготовки должна уравновешивать силу Рх.
Примем коэффициент запаса равный 2, тогда
Рз=Рх Кзап= 4554*2=9109 (Н). (2.1.27)
Расчет передаточного отношения клина прижимающего рычаг:
Методика расчета описана в [7]
α=40˚- угол клина
 , (2.1.28)
, (2.1.28)
φ и φ1-углы трения, равные 180˚.
 .
.
Сила на приводе расчитывается, исходя из условия создания необходимого усилия закрепления и преодаления силы сжатия пружины, учитывая передаточное отношение клина.
 (2.1.29)
(2.1.29)
 (Н).
(Н).
Рабочее давление в цилиндре расчитывается, исходя из диаметра штока:
D=40 мм- диаметр штока.
Площадь штока:
S=π*R2 (2.1.30)
S=3.14*202=1256.6 (мм2).
Рабочие давление в гидроцилиндре:
 (2.1.31)
(2.1.31)
 (Мпа).
(Мпа).
Расчет оси на прочность.
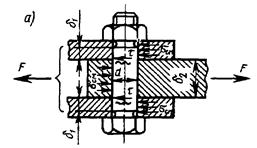
рис. 2.1.2.
Расчет ведется по методике из [10].
Условие прочности при расчете на срез:
 , (2.1.32)
, (2.1.32)
где d- диаметр пальца, d=10мм;
i-число плоскостей среза.
F=Q=7686 Н- сила, давящая на ось.
[τ]=0.4*σт=0.4*360=144 (мПа)-предельное напряжение среза для стали 45.
 -условие соблюдается.
-условие соблюдается.
Условие прочности при расчете на смятие:
 (2.1.33)
(2.1.33)
[σсм]=0.8* σт =288 (мПа)-предельное напряжени смятия для стали 45
δi-толщина детали, мм.
Для пальца:
 - условие соблюдается.
- условие соблюдается.
Для рычага:
 - условие соблюдается.
- условие соблюдается.
Расчет погрешности базирования.
Использования современного оборудования, в частности станков с ЧПУ позволяет исключить данную составляющую. Дело в том, что при смене палеты с приспособлением происходит автоматическая коррекция нуля заготовки, что позволяет определить истинное положение заготовки относительно нуля станка.
2.2. Разработка и расчет конструкции контрольного приспособления.
Описание конструкции и принципа работы.
Приспособление предназначено для контроля параллейности осей установочных отверстий Ø50 мм.
В корпусе 1 закреплен установочный круглый палец 8 винтом 16. К корпусу также закреплен болтами 14 винт 6. Направляющая 2 может свободно перемещаться по винту 6. Регулировка высоты направляющей происходит гайкой 4, после чего происходят её фиксацию зажимным винтом 12. Готовая деталь базируется на плоскость корпуса и на установочный палец. Опора 7 базирует деталь снизу. Планка 3 перемещается по направляющей 2, таким образом происходит регулировка длины между контролируемыми отверстиями. После регулировки планка 3 закрепляется винтом 14. Винт, давя на пластину 11, создает посадку с натягом, не допуская перемещения планки. Чтобы при регулировке планка не соскочила с направляющей, предусмотрен стопорный винт 15. На одинаковых расстояниях от оси перемещения планки, закреплены контрольные индикаторы 19. Для удаления вероятности непопадания на образующую контрольного валика 5, пяты на конце щупов выполнены в виде пластины. Для облегчения вставления контрольного пальца 5 в контролируемое отверстие, он имеет срезанную форму.
Контроль происходит следующим образом: после того как контрольное приспособление настроили тарировочной плитой, происходит контроль готовых деталей. Рабочий, после базирования детали на плоскость, палец 7 и установочный круглый палец 8, вставляет в контролируемое отверстие контрольный валик 5. При вставлении контрольного валика, рабочий, выставляет пяты так, чтобы пяты на конце щупов находились на образующей валика. После чего рабочий снимает показания с индикаторов. Разность показаний индикаторов покажет отклонение параллейности осей установочных отверстий.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.