
















НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра ТМС
Факультет МТФ
Группа КМ – 71У
Разработал: Половинкин А.Б.
Проверил: Гилета В.П.
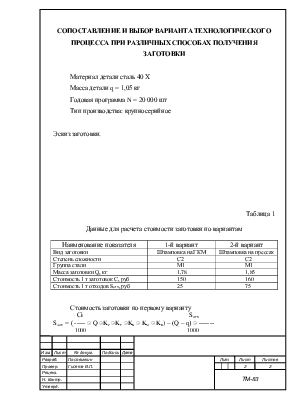
Материал детали сталь 40 Х
Масса детали q = 1,05 кг
Годовая программа N = 20 000 шт
Тип производства: крупносерийное
Эскиз заготовки.
Таблица 1
|
Наименование показателя |
1-й вариант |
2-й вариант |
|
Вид заготовки |
Штамповка на ГКМ |
Штамповка на прессах |
|
Степень сложности |
С2 |
С2 |
|
Группа стали |
М1 |
М1 |
|
Масса заготовки Q, кг |
1,78 |
1,85 |
|
Стоимость 1 т заготовок С, руб |
150 |
160 |
|
Стоимость 1 т отходов Sотх, руб |
25 |
75 |
Стоимость заготовки по первому варианту
Сi Sотх
Sзаг. = ( ----- ּ Q ּKc ּKт ּKв ּ Kм ּ Kn) – (Q – q) ּ -------
1000
1000
Кт = 1; Кс = 1; Км = 1,13; Кn
= 0,8; Кв = 1,14
160 25
Sзаг.1 = (----- ּ1,78 ּ1 ּ1 ּ1,13 ּ 0,8 ּ 1,14) – (1,78 – 1,05) ּ------ = 0,276
1000 1000
Стоимость заготовки по второму варианту
160 25
Sзаг.2 = ( ----- ּ1,85 ּ1 ּ1 ּ1,13 ּ 0,8 ּ 1,14) – (1,85 – 1,05) ּ------ = 0,285
1000 1000
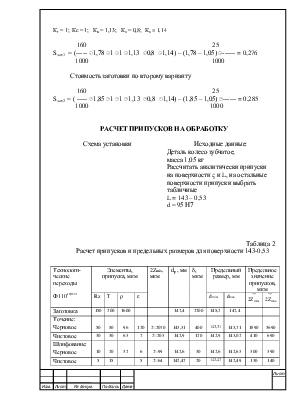
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
|
Схема установки |
Исходные данные: |
|
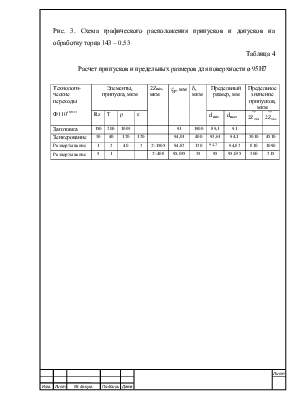
Деталь колесо зубчатое, масса 1,05 кг Рассчитать аналитически припуски на поверхности ς и L, на остальные поверхности припуски выбрать табличные L = 143 – 0,53 d = 95 Н7 |
Таблица 2
Расчет припусков и предельных размеров для поверхности 143-0,53
|
Технологи-ческие переходы |
Элементы, припуска, мкм |
2Zmin, мкм |
dр, мм |
δ, мкм |
Предельный размер, мм |
Предельное значение припусков, мкм |
|||||
|
Ф110+0,035 |
Rz |
T |
ρ |
ε |
dmin |
dmax |
пр 2Zmin |
пр 2Zmax |
|||
|
Заготовка |
150 |
200 |
1600 |
147,4 |
2200 |
145,2 |
147,4 |
||||
|
Точение: |
|||||||||||
|
Черновое |
50 |
50 |
96 |
120 |
2ּ2070 |
143,31 |
400 |
143,31 |
143,71 |
1890 |
3690 |
|
Чистовое |
30 |
30 |
63 |
7 |
2ּ203 |
142,9 |
120 |
142,9 |
143,02 |
410 |
690 |
|
Шлифование: |
|||||||||||
|
Черновое |
10 |
20 |
32 |
6 |
2ּ99 |
142,6 |
30 |
142,6 |
142,63 |
300 |
390 |
|
Чистовое |
5 |
15 |
5 |
2ּ64 |
142,47 |
20 |
142,47 |
142,49 |
130 |
140 |
|
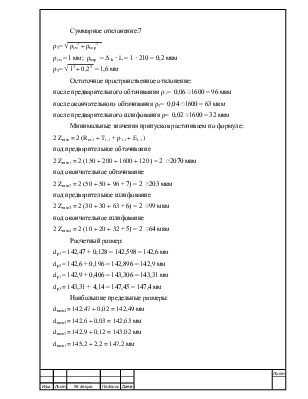
Суммарное отклонение:7
![]() ρ3= √ ρсм2 + ρкор2
ρ3= √ ρсм2 + ρкор2
![]() ρсм = 1 мм; ρкор = Δ k
· L = 1 · 210 = 0,2 мкм
ρсм = 1 мм; ρкор = Δ k
· L = 1 · 210 = 0,2 мкм
ρ3= √ 12 + 0,22 = 1,6 мм
Остаточное пространственное отклонение:
после предварительного обтачивания ρ1= 0,06 ּ1600 = 96 мкм
после окончательного обтачивания ρ2= 0,04 ּ1600 = 63 мкм
после предварительного шлифования ρ= 0,02 ּ1600 = 32 мкм
Минимальные значения припусков растачиваем по формуле:
2 Zmin = 2 (Rzi-1 + Ti-1 + ρ i-1 + Ei-1 )
под предварительное обтачивание
2 Zmin1 = 2 (150 + 200 + 1600 + 120 ) = 2 ּ 2070 мкм
под окончательное обтачивание
2 Zmin2 = 2 (50 + 50 + 96 + 7) = 2 ּ 203 мкм
под предварительное шлифование
2 Zmin3 = 2 (30 + 30 + 63 + 6) = 2 ּ 99 мкм
под окончательное шлифование
2 Zmin4 = 2 (10 + 20 + 32 + 5) = 2 ּ 64 мкм
Расчетный размер:
dр3 = 142,47 + 0,128 = 142,598 = 142,6 мм
dр2 = 142,6 + 0,196 = 142,896 = 142,9 мм
dр1 = 142,9 + 0,406 = 143,306 = 143,31 мм
dр3 = 143,31 + 4,14 = 147,45 = 147,4 мм
Наибольшие предельные размеры:
dmax4 = 142,47 + 0,02 = 142,49 мм
dmax3 = 142,6 + 0,03 = 142,63 мм
dmax2 = 142,9 + 0,12 = 143,02 мм
dmax1 = 145,2 + 2,2 = 147,2 мм
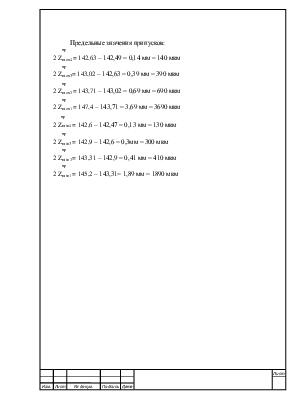
Предельные значения припусков:
пр
2 Zmax4 = 142,63 – 142,49 = 0,14 мм = 140 мкм
пр
2 Zmax3= 143,02 – 142,63 = 0,39 мм = 390 мкм
пр
2 Zmax2 = 143,71 – 143,02 = 0,69 мм = 690 мкм
пр
2 Zmax1 = 147,4 – 143,71 = 3,69 мм = 3690 мкм
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.