Горизонтально-расточные станки предназначены для обработки точных и взаимосвязанных отверстий, фрезерования плоскостей и нарезания резьб расточным шпинделем. Шпиндельная головка, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки. Кроме того, шпиндель имеет осевое поступательное перемещение. Стол перемещается продольно по направляющим станины, кроме того верхние салазки дают возможность поперечного перемещения стола, а также стол может поворачиваться вокруг оси.
Исходя из вида обрабатываемых поверхностей и применяемого инструмента, проектируем специализированный фрезерный станок.
Компоновка станка изображена на рисунке 3.1.
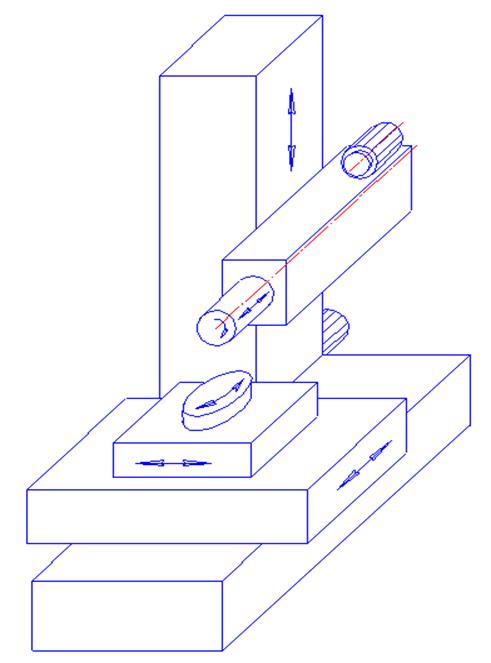
Рисунок 3.1 Специализированный станок для обработки деталей типа “Гайка”
Рисунок 3.2 Обобщённая структурная схема станка
В данной схеме стол совершает три элементарных движения – продольное и поперечное перемещение, а также поворот вокруг своей оси.
Шпиндель совершает вращение и осевое поступательное перемещение. Также предусмотрено вертикальное перемещение шпиндельной бабки, как быстрое, так и ручное.
При фрезеровании движение подачи сообщается шпиндельной бабке в вертикальном направлении.
В случае нарезания резьбы шпинделю сообщается за один его оборот осевое перемещение, равное шагу нарезаемой резьбы.
Ввиду малых диаметральных размеров нарезаемых резьб, а следовательно и малых размеров резьбовых резцов, резцы крепятся в расточную оправку с радиальным суппортом,
с помощью которого будет настраиваться глубина резания на каждом проходе.
3.2 Выбор приспособлений для крепления инструментов
Конструкция вспомогательного инструмента для станков определяется основными элементами - присоединительными поверхностями для крепления на станке и крепления режущего инструмента. Основные требования к хвостовику: надежность и точность крепления; экономичность изготовления хвостовика.
С учетом рекомендаций ISO и СТ СЭВ 1858-79 разработан ГОСТ 25827-83, регламентирующий основные размеры хвостовиков инструмента конусностью 7:24. Регулирование вылета инструмента осуществляется с помощью - стопорных гаек.
К вспомогательному инструменту предъявляют следующие требования:
точность, жесткость и виброустойчивость крепления; удобство обслуживания; быстросменность и технологичность изготовления.
Нарезание трапецеидальной резьбы в отверстии Tr10… Tr 24
Для крепления резьбовых резцов и настройки глубины резания на каждом проходе
используем расточную оправку по ГОСТ 25827-93 (в соответствии с рисунком 3.3).
Рисунок 3.3 Оправка расточная по ГОСТ25827-93
Фрезерование плоскости
Для фрезы торцевой насадной используем оправку для насадных торцевых фрез
(по ГОСТ 25557-82) (рисунок 3.4). [1] Размеры оправки приведены в таблице 3.1.
Рисунок 3.4 Оправка для насадных торцевых фрез (по ГОСТ 25557-82)
Таблица 3.1 - Размеры оправки (по ГОСТ 25557-82)
|
Оправка |
Конус 7:24 |
d(h6), мм |
l1 , мм |
l2 , мм |
D, мм |
|
6222-0111 |
40 |
16 |
27 |
31 |
44.45 |
|
6222-0112 6222-0113 |
22 |
30 |
38 108 |
||
|
6222-0114 6222-0115 |
27 |
32 |
38 138 |
||
|
6222-0116 6222-0117 |
32 |
36 |
36 136 |
||
|
6222-0118 6222-0119 |
40 |
40 |
36 136 |
||
|
6222-0121 |
50 16 |
44 27 |
34 35 |
||
|
6222-0128 |
50 |
69.85 |
|||
|
6222-0129 6222-0131 |
22 |
30 |
43 108 |
||
|
6222-0132 6222-0133 |
27 |
32 |
43 143 |
||
|
6222-0134 6222-0135 |
32 |
36 |
41 141 |
||
|
6222-0139 6222-0141 |
50 |
44 |
51 151 |
Фрезерование лыски концевой фрезой
Для закрепления фрезы концевой цельной с коническим хвостовиком применим втулку переходную для инструмента с конусом Морзе с резьбовым отверстием
(ТУ 2-035-978-85).(рис.16) Размеры втулки приведены в табл. 3.2. [1]
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.