



7 Печатные устройства
Назначение и состав печатных устройств в листовых ротационных машинах те же, что и в рулонных, схемы построения печатных аппаратов у обеих групп машин аналогичны. Исключение составляют печатные аппараты глубокой печати, которые состоят только из печатного и формного цилиндров равного диаметра.
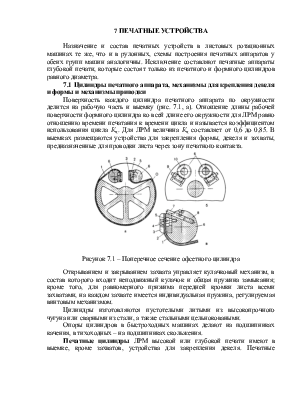
Поверхность каждого цилиндра печатного аппарата по окружности делится на рабочую часть и выемку (рис. 7.1, а). Отношение длины рабочей поверхности формного цилиндра ко всей длине его окружности для ЛРМ равно отношению времени печатания к времени цикла и называется коэффициентом использования цикла Кц. Для ЛРМ величина Кц составляет от 0,6 до 0,85. В выемках размещаются устройства для закрепления формы, декеля и захваты, предназначенные для проводки листа через зону печатного контакта.
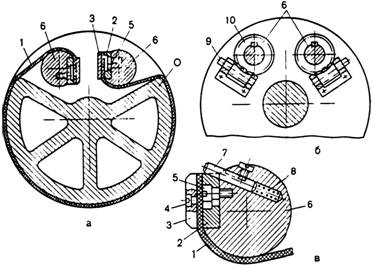
Рисунок 7.1 – Поперечное сечение офсетного цилиндра
Открыванием и закрыванием захвата управляет кулачковый механизм, в состав которого входит неподвижный кулачок и общая пружина замыкания; кроме того, для равномерного прижима передней кромки листа всеми захватами, на каждом захвате имеется индивидуальная пружина, регулируемая винтовым механизмом.
Цилиндры изготовляются пустотелыми литыми из высокопрочного чугуна или сварными из стали, а также стальными цельноковаными.
Опоры цилиндров в быстроходных машинах делают на подшипниках качения, в тихоходных – на подшипниках скольжения.
Печатные цилиндры ЛРМ высокой или глубокой печати имеют в выемке, кроме захватов, устройства для закрепления декеля. Печатные цилиндры офсетных машин декелем не обтягиваются, поэтому в их выемке устанавливают только захваты.
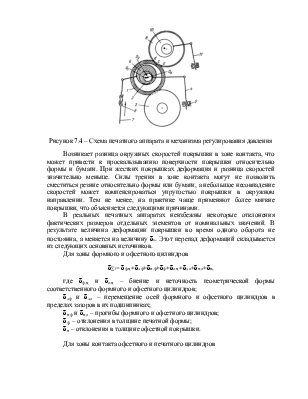
Офсетные цилиндры обтягивают покрышкой, которая может состоять из одной или двух резинотканевых пластин или резинотканевых пластины и подложки. В печатных 4–цилиндровых аппаратах для двухсторонней печати на офсетных цилиндрах размещаются также захваты, так как печатные цилиндры в этих аппаратах отсутствуют и лист проводится через зону печатного контакта офсетными цилиндрами. Офсетную пластину 1 (рис. 7.1, а, в) перед установкой обрезают по размеру и закрепляют вне машины между планками 2, 3 винтами 4. Затем планки вместе с пластиной надевают специальными отверстиями на винты 5 валиков 6, расположенных в выемках офсетного цилиндра О. Штифты 7 под действием пружины 8 входят в пазы планки 2. Вращая ключом червяки 9 (рис. 7.1, б), расположенные на торцах офсетного цилиндра, через червячные колеса 10, жестко связанные с валиками 6, наматывают на валики офсетную пластину и, натягивая ее, плотно прижимают к поверхности цилиндра. Так как новая офсетная пластина на цилиндре вытягивается, то после ее установки пропускается через машину под натиском 200-300 макулатурных листов; в результате покрышка спрессовывается, после чего машину останавливают и подтягивают покрышку.
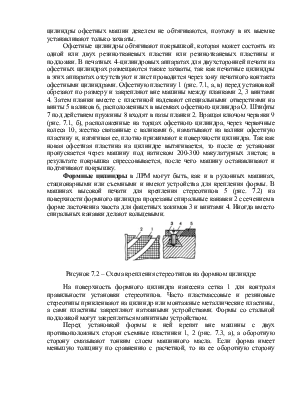
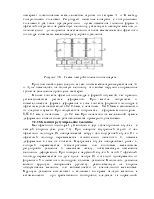
Формные цилиндры в ЛРМ могут быть, как и в рулонных машинах, стационарными или съемными и имеют устройства для крепления формы. В машинах высокой печати для крепления стереотипов 5 (рис. 7.2) на поверхности формного цилиндра прорезаны спиральные канавки 2 с сечением в форме ласточкина хвоста для фацетных зажимов 3 и винтами 4. Иногда вместо спиральных канавки делают кольцевыми.
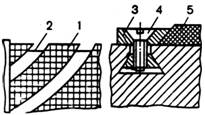
Рисунок 7.2 – Схема крепления стереотипов на формном цилиндре
На поверхность формного цилиндра нанесена сетка 1 для контроля правильности установки стереотипов. Часто пластмассовые и резиновые стереотипы приклеивают на цилиндр или монтажные металлические пластины, а сами пластины закрепляют натяжными устройствами. Формы со стальной подложкой могут закрепляться магнитным устройством.
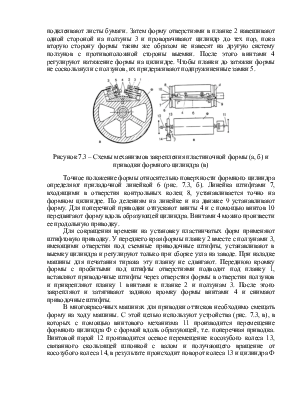
Перед установкой формы к ней крепят вне машины с двух противоположных сторон съемные пластинки 1, 2 (рис. 7.3, а), а оборотную сторону смазывают тонким слоем машинного масла. Если форма имеет меньшую толщину по сравнению с расчетной, то на ее оборотную сторону подклеивают листы бумаги. Затем форму отверстиями в планке 2 навешивают одной стороной на ползуны 3 и проворачивают цилиндр до тех пор, пока вторую сторону формы таким же образом не навесят на другую систему ползунов с противоположной стороны выемки. После этого винтами 4 регулируют натяжение формы на цилиндре. Чтобы планки до затяжки формы не соскользнули с ползунов, их придерживают подпружиненные замки 5.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.