В период подготовки машины к печатанию или при автоматическом прекращении процесса печатания накатные валики должны быть отставлены от печатной формы, чтобы форма не перенасыщалась краской. Поэтому во всех листовых офсетных машинах накатные валики прижимаются к форме упруго – пружиной, которая сжимается при отводе (отставке) валиков.
Накатные валики вместе с шариковыми подшипниками, напрессованными на их шейки, закрепляют в подвесках, положение которых может раздельно регулироваться относительно формы и раскатного цилиндра. Два варианта таких подвесок показаны на рис. 13.7. В первом варианте (рис. 13.7, а) накатной валик 1 закреплен в подвеске 2, установленной на эксцентрике 3 и прижатой пружиной 4 к форме 5 и раскатному цилиндру 6. При повороте эксцентрика 3 изменяется усилие прижатия валика к раскатному цилиндру. Усилие прижатия валика к форме регулируется поворотом эксцентрика 7, опирающегося на рычаг 8. Эксцентриковые втулки поворачиваются червячными, винтовыми или рычажными механизмами. При отставке валиков рычаг автоматически или вручную поворачивается и, сжимая пружину, отводит сразу все четыре накатных валика от формы и раскатного цилиндра. В некоторых последних конструкциях машин эксцентрик 3 располагается на оси раскатного цилиндра, и при отставке валиков от формы положение валика относительно цилиндра не меняется, что способствует более стабильной работе красочного аппарата.
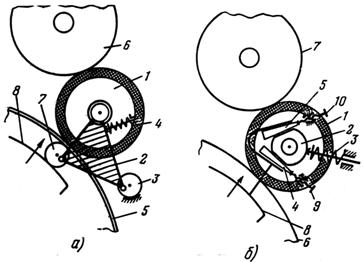
Рисунок 13.7 – Механизмы замков накатных валиков: а –
эксцентриковый,
б – кривошипно-шатунный
Во втором варианте (рис. 13.7, б) накатной валик 1 установлен в подвеске 2, прижатой пружиной 3 к микрометрическим клиньям 4 и 5, с помощью которых регулируется прижатие валика к форме 6 и раскатному цилиндру 7. Валики отходят от формы при повороте рычага 8. Применение клиньев позволяет при определенном повороте регулировочных винтов 9 и 10 получать постоянное изменение положения валика, тогда как при определенном повороте эксцентрика можно получить различные смещения валика в зависимости от направления эксцентриситета.
Кроме эксцентриковых и клиновых часто применяются и другие варианты механизмов регулировки накатных валиков, например винтовые, кулачковые, рычажные и различные комбинации этих вариантов.
Валики красочных аппаратов отечественных офсетных машин облицовывают резиной № 4999, их твердость от 30 до 42 ед. по ТИРу. При нормальной установке таких валиков деформация резины в зоне контакта с формой и раскатным цилиндром должна быть примерно 0,2 мм. Если невозможно измерить величину деформации, приладку валиков проверяют по усилию вытягивания из зоны контакта стального пластинчастого щупа или промасленной бумажной полоски толщиной 0,1-0,15 мм. При нормальном прижиме валиков полоска вытаскивается со значительным усилием, но недостаточным для разрыва бумажной полоски шириной 15-20 мм. Установку валиков проверяют в трех точках – по краям и в середине. Особо следует следить за тем, чтобы деформация валика в зонах контакта с формой и раскатным цилиндром были по возможности одинаковой.
В противном случае в одной из зон контакта начнется проскальзывание, в результате резиновая оболочка будет быстро разрушаться.
Диапазон регулировок положения валиков допускает установку валиков с уменьшенным диаметром против номинала на 3-4 мм. Это позволяет по мере износа валиков и потери ими точности геометрических размеров несколько раз их перетачивать, что значительно удлиняет срок их службы.
После окончания печатания тиража и перед длительными остановками машины краску следует смыть из красочного аппарата. Для этого служит смывочное устройство, упругий нож которого приставляется к одному из раскатных цилиндров. Машину пускают на медленный ход, на валики вручную льется смывочный раствор (5 частей керосина и 1 часть гидролизного спирта), и растворенная краска счищается ножом в корыто смывочного аппарата (см. рис. 13.5).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.