



















































ВВЕДЕНИЕ
Основой для решения главной задачи развития народного хозяйства — значительного повышения материального и культурного уровня жизни общества является повышение производительности труда на базе ускоренного внедрения достижений науки в производство, совершенствования организации производства, развития техники и технологии.
Ведущая роль в развитии промышленности принадлежит станкоинструментальному производству, которое определяет уровень производительных сил не только машиностроения, но и всей промышленности. История развития машиностроения свидетельствует о том, что наивысшие достижения в повышении производительности труда на отдельных ее этапах обусловливались появлением новых, более прогрессивных инструментальных материалов, удачными конструкциями металлорежущих инструментов и их рациональным использованием и, как следствие, совершенствованием и созданием новых станков.
Замена углеродистых и легированных инструментальных сталей быстрорежущими сталями и затем твердыми сплавами позволила повысить скорости резания соответственно в 2,5 и 5 раз.
В настоящее время наступил период освоения инструментов из новых синтетических сверхтвердых материалов, которые позволят еще выше поднять производительность и улучшить качество продукции.
Уровень производительности труда в машиностроении определяется в значительной мере все более углубляющейся и расширяющейся специализацией производства.
Несмотря на успехи специализации в промышленности, в инструментальном производстве уровень ее все еще невысок. Обусловленный этим недостаточный уровень производительности труда в инструментальных цехах машиностроительных заводов и даже на специализированных инструментальных заводах объясняется не только малыми масштабами их производства и не столько малой величиной партий изготовляемого инструмента, сколько недостаточным использованием специализированного оборудования.
Эффект специализации основывается на реализации двух принципов: организационного и технического. Организационный заключается в возможности сосредоточить внимание на узком круге задач как в подготовке производства (конструирование, технология и т. д.), так и в контроле за его ходом, в создании более высокой профессиональной квалификации всех работников данного производства, в экономии времени, идущего на переналадку и на перестройку технологического процесса, т. е. в экономии подготовительно-заключительного времени. Технический — в возможностях более быстрого освоения новейших достижений науки и использования специализированного и, следовательно, более производительного оборудования.
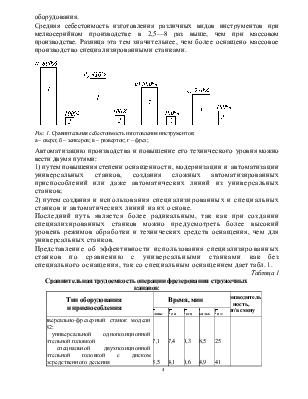
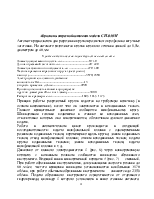
Средняя себестоимость изготовления различных видов инструментов при мелкосерийном производстве в 2,5—8 раз выше, чем при массовом производстве. Разница эта тем значительнее, чем более оснащено массовое производство специализированными станками.
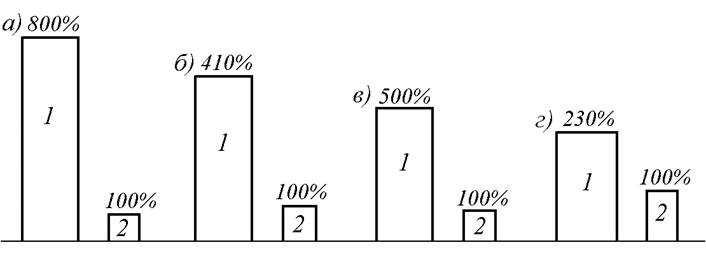
Рис. 1. Сравнительная себестоимость изготовления инструментов:
а – сверл; б – зенкеров; в – разверток; г – фрез;
Автоматизацию производства и повышение его технического уровня можно вести двумя путями:
1) путем повышения степени оснащенности, модернизации и автоматизации универсальных станков, создания сложных автоматизированных приспособлений или даже автоматических линий из универсальных станков;
2) путем создания и использования специализированных и специальных станков и автоматических линий на их основе.
Последний путь является более радикальным, так как при создании специализированных станков можно предусмотреть более высокий уровень режимов обработки и технических средств оснащения, чем для универсальных станков.
Представление об эффективности использования специализированных станков по сравнению с универсальными станками как без специального оснащения, так со специальным оснащением дает табл. 1.
|
Тип оборудования и приспособления |
Время, мин |
Производительность, шт/в смену |
||||
|
Тмаш |
Топ |
Твсп |
Ткальк |
Тп-з |
||
|
Универсально-фрезерный станок модели 6М82: с универсальной однопозиционной делительной головкой со специальной двухпозиционной делительной головкой с диском непосредственного деления Специализированный фрезерный полуавтомат модели СИ-017 с четырехпозиционной автоматической делительной головкой (двухстаночное обслуживание) |
7,1 3,5 1,2 |
7,4 4,1 2,3 |
0,3 0,6 1,1 |
8,5 4,9 1,6 |
25 41 40 |
55 95 300 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.