Клеть 2 состоит из сварного основания коробчатой формы, устанавливаемого на станину, правого и левого червячных редукторов, сварной корпус одного из которых жестко закрепляется на основании, а второй — может перемещаться по поперечным направляющим основания с помощью маховика 10 (рис. 11) и пары винт—гайка.
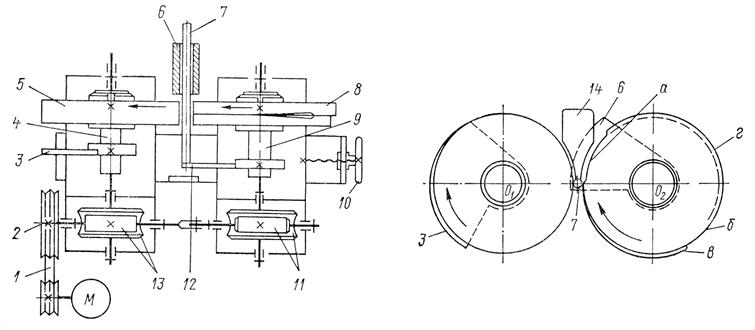
Рис. 11. Кинематическая схема автомат модели СИ–052.
К основанию клети прикреплена втулка 6 (в которую закладывается разрезаемый пруток 7) и упор 14.
Рабочий диск 5 и опорный диск 6 располагаются по обе стороны от прутка 7, который под действием собственного веса упирается в сектор-упор 12, закрепленный на гильзе 9 рабочего диска 8. На гильзе 4 опорного диска 5 закреплен надламывающий кулачок 5. Диски 8 и 5 получают вращение от червячных редукторов 11 и 13, общий ведущий вал 2 которых приводится во вращение электродвигателем через клиноременную передачу 1. Обрабатываемый пруток за счет сил трения, создаваемых дисками 8 и 5, вращается с числом оборотов, пропорциональным отношению диаметров дисков к диаметру прутка (30÷60).
Червячный редуктор 13 вместе с гильзой 4 и диском 5 жестко крепятся на станине, а червячный редуктор 11, гильза 9 и диск 8 имеют возможность перемещаться с помощью маховика 10 в направлении, перпендикулярном оси прутка 7. Такое перемещение необходимо при наладке, а также для создания усилия поджима, достаточного для привода вращения прутка силами трения. На корпусе неподвижного редуктора 13 укреплен упор 14, поддерживающий пруток в процессе работы. Втулка 6 служит для предварительного направления прутка 7.
На периферии рабочего диска 8 имеются участки различного профиля: а – участок загрузки, б – участок формирования кольцевой разделительной канавки (выполняется по архимедовой спирали), в – участок заглаживания металла, выдавленного при образовании канавки, г – участок зажима прутка.
Надламывающий кулачок 3 сориентирован на валу диска 5 таким образом, что он вступает в контакт с надламываемой заготовкой одновременно с участком г рабочего диска 8.
При включении электродвигателя диски 8 и 5 приводят во вращение пруток 7, на котором участок в диска 8 образует кольцевую канавку, а цилиндрические участки дисков 8 и 5 препятствуют выдавливанию металла и заглаживают заусенцы и неровности. Затем вступает в действие надламывающий участок профиля кулачка 3, который при быстром вращении прутка 7 создает циклически изменяющийся по направлению и величине изгибающий момент. Заготовка отламывается и выпадает из зоны отрезки. При дальнейшем вращении дисков 8 и 5 пруток освобождается за счет участка а диска 8 и под действием собственного веса опускается до упора 12, а затем вновь зажимается криволинейным участком в диска 8 и цикл повторяется. За один оборот дисков 8 и 5 отделяется одна заготовка. Во время работы в зону отделения заготовок непрерывно подается охлаждающая жидкость (нитридно-содовый раствор).
Смазке в станке подлежат подшипники качения червячных редукторов и их червячные пары. Подшипники качения смазываются консистентной смазкой, а червячные пары — маслом, залитым в корпус редукторов.
Наладка и настройка станка производится следующим образом. Для настройки автомата на обработку прутков определенного диаметра необходимо отвести подвижный редуктор 11 (рис. 11), установить направляющую втулку 6 нужного диаметра и обрабатываемый пруток. Поддерживающий упор 14 необходимо довести до соприкосновения с прутком 7. Подвижный редуктор 11 поставить относительно прутка так, чтобы обеспечить надежный его зажим между рабочим и опорным дисками. Сектором-упором 12 установить длину отрезаемой заготовки; надламывающий кулачок 3 устанавливается на 3÷5 мм выше сектора-упора 12.
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ ЗАГОТОВОК ИНСТРУМЕНТА
Концевой быстрорежущий инструмент, диаметр рабочей части которого превышает 10 мм, для экономии дорогой быстрорежущей стали выполняется составным; рабочая часть инструмента – из быстрорежущей стали (марок Р6М5, Р12, Р18, Р9К5 и др.), отличающейся высокими режущими свойствами, а хвостовая часть – из конструкционной стали (марок 45, 40Х и др.), обладающей достаточно высокими механическими характеристиками (sв³600 МПа).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.