Тотл =5%Топ Топ = То +Тв
Топ – операитвное время
![]() ,
где
,
где
Тшт-к – штучно калькумецийное время
Тп-з – подготовительно-заключительное время
n - партия деталей для одновременного запуска
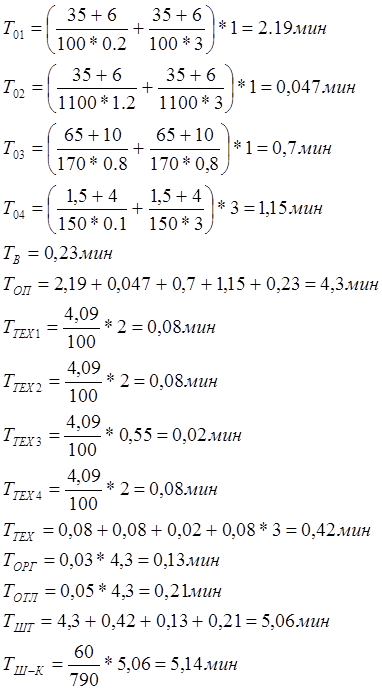
Операция 030
Операция 040

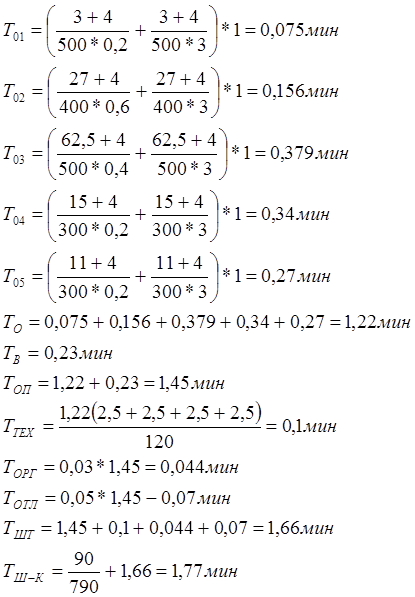
Операция 050
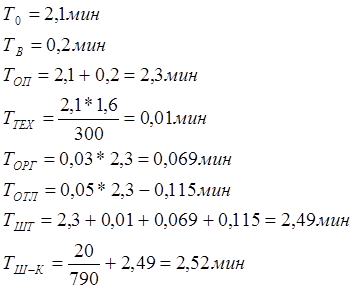
Операция 060
Операция 070

|
№ и наименование |
То |
ТВ |
Топ |
Тоб |
Тотл |
Тшт |
Тп-з |
n |
Тш-к |
|||
|
Туст |
Тзакр |
Тснят |
Ттех |
Торг |
||||||||
|
030 Токарная с ЧПУ |
4,09 |
0,23 |
4,3 |
0,42 |
0,13 |
0,21 |
5,06 |
60 |
790 |
5,14 |
||
|
040 Токарная с ЧПУ |
0,45 |
0,23 |
0,68 |
0,019 |
0,02 |
0,034 |
0,75 |
60 |
790 |
0,83 |
||
|
050 Токарная с ЧПУ |
1,22 |
0,23 |
1,45 |
0,1 |
0,044 |
0,07 |
1,66 |
90 |
790 |
1,77 |
||
|
060 Шлифовальная с ЧПУ |
2,1 |
0,2 |
2,3 |
0,01 |
0,069 |
0,115 |
2,49 |
20 |
790 |
2,52 |
||
|
070 Токарная с ЧПУ |
0,78 |
0,23 |
1,01 |
0,049 |
0,03 |
0,05 |
1,14 |
60 |
790 |
1,22 |
||
2.9. Технико – экономическое обоснование технологического процесса.
При выборе варианта технологического маршрута приведенные затраты могут быть определены в виде удельных величин на 1 час работы оборудования. В качестве себестоимости, которая включает изменяющиеся по вариантам статьи затрат.
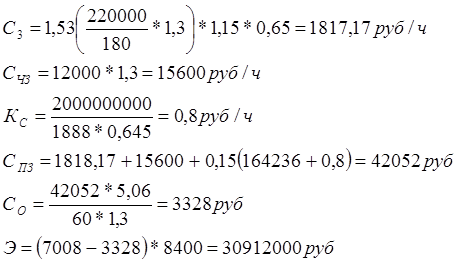
Часовые приведенные затраты:
![]() , где
, где
Сз – основная и дополнительная затрата с начислениями, руб/ч
Спз – часовые затраты по эксплуатации рабочего места, руб/ч
Ен – нормативный коэффициент экономической эффективности капитальных влажений (в машиностроение Ен =0,15)
Кс, Кз – удельные часовые капитальные вложения соответственно в станок и здание , руб/ч.
Основная и дополнительная затрата с начислениями и учетом многостаночного обслуживания рассчитывается по формуле:
![]() , где
, где
Е – коэффициент учитывающий дополнительную з/пл равную 9%, начисления на социальное страхование 7,6% и приработок к основной зарплате в результате перевыполнения норм на 30%
![]()
Стф – часовая тарифная ставка станочника – сдельщика соответствующего разряда, руб/ч
R – коэффициент учитывающий зарплату наладчика
Y - коэффициент учитывающий зарплату рабочего при многостаночном обслуживании.
Часовые затраты по эксплуатации рабочего места
![]() , где
, где
Сблчз – практические часовые затраты на базовом рабочем месте руб/ч
Rм – коэффициент показывающий во сколько раз затраты связанные с работой данного станка, больше чем аналогичные расходы у базового станка.
Часовые затраты по эксплуатации рабочего места в случаи пониженной загрузки корректируется соответствующей формулой
Капитальные вложения в станок, руб/ч:
Капитаьлные вложения в здание, руб/ч:
 , где
, где
Ц – балансовая сложность станка, руб
F – производственная площадь, занимаемая станком с учетом проходов, м2
Технологическая сибистоимость операции механической обработки , руб/ч
 , где
, где
RВ = 1,3 – коэффициент выполнение норм
Приведенная годовая экономия , руб
![]() ,
,
где
С01С011- технологическая себестоимость сравниваемых операций, руб
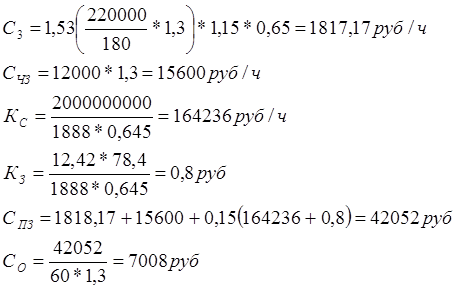
Базовый вариант
Операция 030![]()
Токарная с ЧПУ
Проектный вариант
Операция 030
Токарная с ЧПУ
Вариант технологического маршрута
|
Наименование позиции |
Варианты |
|
|
Базовый |
Проектный |
|
|
Отличающиеся виды заготовок |
||
|
Стоимость заготовки руб |
Прокат 80x66 ,16537 |
Штамповка ,14567,4 |
|
Отличающиеся виды механической обработки |
||
|
Технал. Себестоимость |
7008 |
3328 |
|
Технал. Себестоимость по вариантам |
23545 |
17895,4 |
|
Остальные операции по обоим вариантам одинаковы |
||
Годовой экономический эффект:
![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.