Тепловой и температурный режим методических печей неизменны во времени , но температура значительно меняется по длине печи. Характер изменения температуры по длине печи определяет число и назначение ее зон. Методические печи по числу зон нагрева металла могут быть двух, трех- и многозонными (рис. 5) с односторонним и двухсторонним нагревом металла.
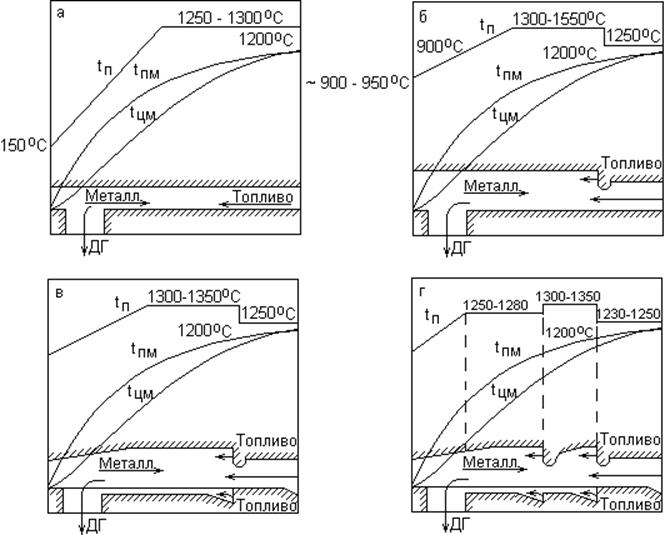
Рис.5. Температурный режим и профиль методических толкательных печей:
а) – двухзонная печь; б) – трехзонная печь с верхним обогревом; в) – трехзонная печь с верхним и нихним (вухсторонним) обогревом; г) - четырехзонная печь с двухсторонним обогревом.
Рассмотрим назначение зоны на примере трехзонной печи (рис. 5. б, в). Методическая зона - первая по ходу металла, с изменяющейся по длине температурой. В этой зоне металл постепенно (методически) подогревается, чтобы не возникли чрезмерные термические напряжения, характерные для диапазона температур металла от 0 до 550оС. Методическая зона может рассматриваться как противоточный теплообменник, где металл утилизирует теплоту дымовых газов, отходящих из сварочной зоны печи при температурах 1300...14000С. В конце этой зоны температура газа снижается до 850...11000С, что значительно увеличивает коэффициент использования топлива.
Зона высоких температур, или сварочная - вторая по ходу металла; в ней осуществляется быстрый нагрев поверхности заготовки до конечной температуры (обычно 1150...12500С). Интенсивный нагрев может быть обеспечен при перепадах тепла газ-металл в пределах 150...2500С. При этом следует доводить температуру газов в сварочной зоне до 1300...14000С. На практике это можно осуществить при калориметрических температурах горения не ниже 18000С.
Томильная зона (зона выдержки) - третья по ходу металла. Служит для выравнивания температуры по сечению заготовки на основе требований качества последующих операций обработки металла давлением. Температуру дымовых газов в томильной зоне поддерживает всего на 30...500С выше температуры нагрева металла. Поэтому температура его поверхности не меняется, а только выравнивается по толщине заготовки.
Трехступенчатый режим нагрева реализуется при обработке заготовок, не допускающих значительных (более 2000С на 1 м толщины металла) перепадов температуры по толщине (см. рис. 5. б, в).
При нагреве тонких заготовок с незначительными перепадами температуры по толщине на выходе металла из сварочной зоны, томильную зону не предусматривают, поэтому печь двухзонная (см. рис. 5. а).
Чтобы выполнить форсированный нагрев тонких материалов, изготавливают четырех- и пятизонные печи с повышенным температурным уровнем, предопределяющим высокую производительность (см. рис. 1. г).
Нагрев материала бывает одно- и двухсторонним. При одностороннем нагреве обогревается только верхняя поверхность материала, а при двухстороннем - верхняя и нижняя.
При одностороннем нагреве заготовки проталкиваются по монолитному поду (см. рис. 5. а, б), а при двухстороннем (см. рис. 5. в, г) - в методической и сварочной зонах заготовки движутся по охлаждаемым (глиссажным) трубам, зависая над специальной нижней камерой с дополнительным отоплением.
При горизонтальном поде квадратные заготовки проталкиваются без взгорбливания через печь, если их общее число не превышает 200 шт. Для увеличения числа одновременно обрабатываемых заготовок до 240...250 штук под печи могут выполнять с углом наклона 6...8°.
Методические нагревательные печи обеспечивают более высокий КПД (до 40...45%) и более высокий коэффициент использования топлива в рабочем пространстве, чем камерные. Это объясняется наличием методической зоны. Если в камерной печи при температуре в рабочем пространстве 1400°С и нагреве металла до 1200°С температура отходящих газов составляет 1350...1400°С, то в методической при тех же условиях эта температура равна 850...950°С.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.