
Санкт-Петербургский
государственный политехнический университет
Кафедра
Технология конструкционных
материалов
Отчёт
по лабораторной работе №
_______________________________________
(название работы)
_______________________________________
_______________________________
(ФИО)
Принял: (должность/учёное звание)
_______________________________
(ФИО)
2012 г.
Цель работы: изучение видов фрезерных работ, типов фрез и фрезерных приспособлений, устройства и назначения универсального горизонтально-фрезерного станка и универсальной делительной головки (УДГ); умения разрабатывать схемы фрезерной обработки заготовки и выполнять расчеты, необходимые для наладки станка и УДГ.
1. Номер задания и исходные данные
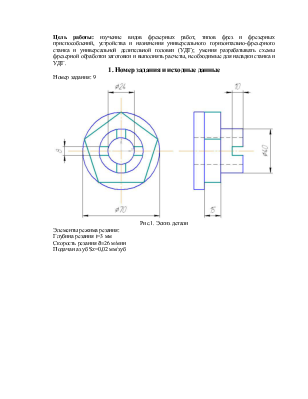
Номер задания: 9
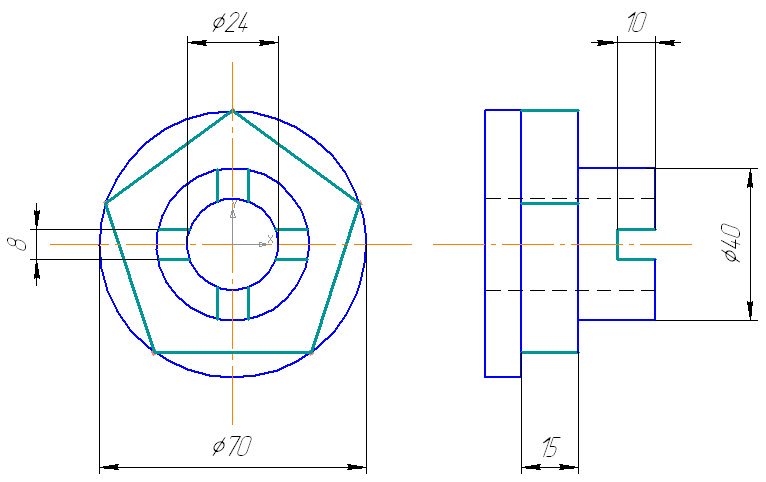
Рис.1. Эскиз детали
Элементы режима резания:
Глубина резания t=3 мм
Скорость резания ϑ=26 м/мин
Подача на зуб Sz=0,02 мм/зуб
2. Технологический маршрут фрезерной обработки заготовки
|
Номер операции |
Содержание операции |
Режущий инструмент |
Приспособления |
|
1 |
Фрезеровать два паза 10 мм |
Фреза дисковая пазовая 50×8×16мм, ГОСТ 3964-69 |
цанга, поворотные машинные тиски |
|
2 |
Фрезеровать многогранник z=5 |
Фреза концевая с цилиндрическим хвостовиком 18 мм, ГОСТ 17025-71 |
трехкулачковый самоцентрирующий патрон, цанга, УДГ |
3. Схема обработки
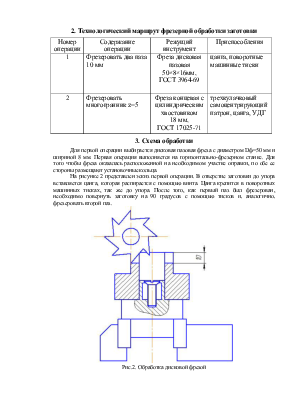
Для первой операции выбирается дисковая пазовая фреза с диаметром Dф=50 мм и шириной 8 мм. Первая операция выполняется на горизонтально-фрезерном станке. Для того чтобы фреза оказалась расположенной на необходимом участке оправки, по обе ее стороны размещают установочные кольца.
На рисунке 2 представлен эскиз первой операции. В отверстие заготовки до упора вставляется цанга, которая распирается с помощью винта. Цанга крепится в поворотных машинных тисках, так же до упора. После того, как первый паз был фрезерован, необходимо повернуть заготовку на 90 градусов с помощью тисков и, аналогично, фрезеровать второй паз.
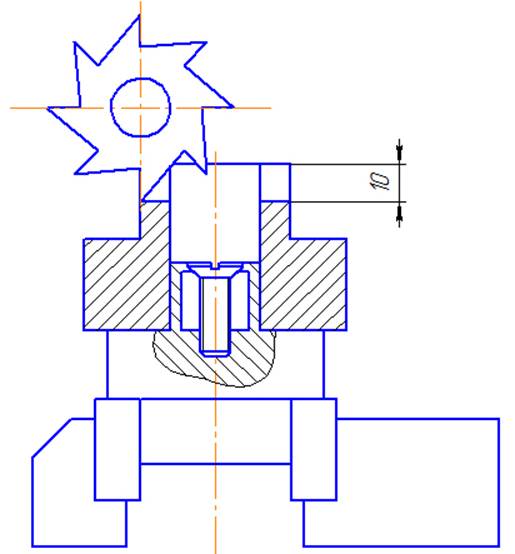
Рис.2. Обработка дисковой фрезой
Для второй операции берется концевая фреза с цилиндрическим хвостовиком с диаметром Dф=18 мм. Вторая операция выполняется на вертикально-фрезерном станке. На рисунке 3 представлен эскиз второй операции. В отверстие заготовки до упора вставляется цанга, распираемая винтом, которая в свою очередь закрепляется в трехкулачковый самоцентрирующийся патрон тоже до упора. После фрезерования первой поверхности, необходимо повернуть заготовку. Аналогично фрезеровать последующие поверхности.
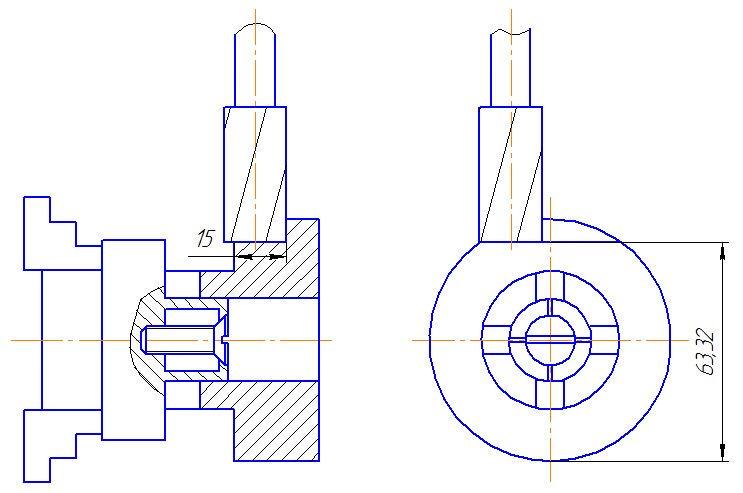
Рис.3. Обработка концевой фрезой
После установки и закрепления фрезы и заготовки необходимо перемещениями консоли, поперечных салазок и продольного стола расположить заготовку относительно фрезы так, чтобы после обработки были выполнены требования чертежа по расположению на детали обработанной поверхности.
Установку фрезы на необходимую глубину резания t=3мм при фрезеровании осуществляют следующим образом:
– сообщают фрезе вращательное движение;
– подводят фрезу до касания с обрабатываемой поверхностью заготовки вращением рукояток продольной, поперечной и вертикальной подач;
– отводят заготовку от фрезы;
– вращением рукоятки вертикальной подачи перемещают стол с заготовкой на глубину резания немного меньшую, чем требуемая глубина резания t;
– фрезеруют поверхность заготовки ручным движением подачи на длину 3–5 мм;
– отводят заготовку, останавливают вращение фрезы и измеряют полученный размер;
– корректируют положение заготовки относительно фрезы перемещением стола в направлении установленной глубины резания на расстояние, равное разности между получившимся и требуемым размерами;
– включают механическую подачу стола и фрезеруют поверхность заготовки.
4. Расчеты
Чтобы фрезеровать пятигранник, необходимо повернуть заготовку на угол 72° с помощью УДГ. Основная задача при этом состоит в определении числа оборотов nр рукоятки УДГ. Это число определяют по формуле.
nр = N/z,
где N - характеристика делительной головки (N=40), z - число граней, которое нужно обработать. Для данной детали число граней z=5.
nр = 40/5=8
То есть для поворота на угол 72° необходимо повернуть рукоятку на 8 полных оборотов. Для этого необходимо перед фрезерованием первой поверхности ввести стержень УДГ в одно из отверстий на делительном диске. В процессе «деления» рукоятку делительной головки поворачивают на 8 полных оборотов. Для удобства нахождения отверстия можно воспользоваться раздвижным сектором.
Для расчета минутной подачи, сначала выразим частоту вращения фрезы n из формулы для расчета скорости резания
ϑ =(π⋅Dфр⋅n)/1000; n=(1000⋅ϑ)/(π⋅Dфр)
где Dфр – диаметр фрезы, мм; n – частота вращения фрезы, об/мин; ϑ – скорость резания м/мин
Для дисковой фрезы Dфр=50 мм, z=10
n=1000⋅26/ π⋅ 50=165 об/мин
По табличным данным станка выбираем частоту вращения шпинделя
n=140 об/мин.
Затем воспользуемся формулой для расчета Sм:
Sм = Sz⋅z⋅n,
где Sм – минутная подача, мм/мин; Sz – подача на зуб, мм/зуб; z – количество зубьев фрезы.
Sм =0,02⋅10⋅140=28 мм/мин
Выбираем на станке ближайшую меньшую подачу к расчетному значению, которой соответствует SM=25 мм/мин. Аналогично рассчитывается минутная подача для концевой фрезы.
Вывод: были получены общие знания об устройстве фрезерного станка, видах фрез, их применении. Были получены навыки наладки УДГ и расчета минутной подачи.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.