



Данные тележки могут изготавливаться нескольких типов: - тележки багажные с не раскладывающейся ручкой грузоподъемностью 30 и 40 кг.
Основные характеристики тележки включают в себя:
Грузоподъемность, кг. ……………….…......................…........40
расстояние от опорной плоскости до платформы h,
мм. не более .....................................……….…………………..350
ширина колеи В, мм .......................……..……….…….....…....400-500
Диаметр шины В, мм. не менее .................…………….…......30
Высота тележки в рабочем положении Н, мм. ….......……….950-1050
Масса тележки, кг. не более ................…....………….…….....6.8
Для изготовления тележек применяют следующие материалы:
- основание, рама - из стали марок 10, 20 по ГОСТ 1050 или алюминиевых сплавов Д1, Д16, Д18, АМГ5 по ГОСТ 380;
- оси колес - из стали марок СТ3, СТ5 по ГОСТ 380;
- шины - из резины группы В средней твердости с по действующей
нормативной документации;
- подшипники скольжения - из бронзы по ГОСТ 1585, полиамида по ГОСТ19459, антифрикционного чугуна по ГОСТ 1585.
Допускаются применение других материалов, по физико-механическим свойствам не ниже указанных.
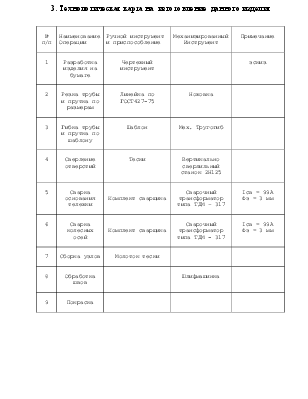
3. Технологическая карта на изготовление данного изделия
|
№ п/п |
Наименование Операции |
Ручной инструмент и приспособление |
Механизированный Инструмент |
Примечание |
|
1 |
Разработка изделия на бумаге |
Чертежный инструмент |
эскиз |
|
|
2 |
Резка трубы и прутка по размерам |
Линейка по ГОСТ427-75 |
Ножовка |
|
|
3 |
Гибка трубы и прутка по шаблону |
Шаблон |
Мех. Тругогиб |
|
|
4 |
Сверление отверстий |
Тески |
Вертикально сверлильный станок 2Н125 |
|
|
5 |
Сварка основания тележки |
Комплект сварщика |
Сварочный трансформатор типа ТДМ – 317 |
Iсв = 99А Фэ = 3 мм |
|
6 |
Сварка колесных осей |
Комплект сварщика |
Сварочный трансформатор типа ТДМ - 317 |
Iсв = 99А Фэ = 3 мм |
|
7 |
Сборка узлов |
Молоток тески |
||
|
8 |
Обработка швов |
Шлифмашинка |
||
|
9 |
Покраска |
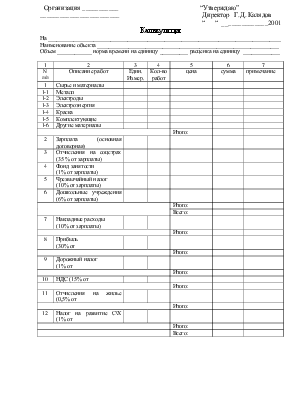
Организация ___________ “Утверждаю”
________________________ Директор Г.Д. Калядов
“ “ ______________2001
Объем ____________ норма времени на единицу __________ расценка на единицу _____________
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
N п/п |
Описание работ |
Един. Измер. |
Кол-во работ |
цена |
сумма |
примечание |
|
1 |
Сырье и материалы |
|||||
|
1-1 |
Металл |
|||||
|
1-2 |
Электроды |
|||||
|
1-3 |
Электроэнергия |
|||||
|
1-4 |
Краска |
|||||
|
1-5 |
Комплектующие |
|||||
|
1-6 |
Другие материалы |
|||||
|
Итого: |
||||||
|
2 |
Зарплата (основная договорная) |
|||||
|
3 |
Отчисления на соцстрах (35 % от зарплаты) |
|||||
|
4 |
Фонд занятости (1% от зарплаты) |
|||||
|
5 |
Чрезвычайный налог (10% от зарплаты) |
|||||
|
6 |
Дошкольные учреждения (6% от зарплаты) |
|||||
|
Итого: |
||||||
|
Всего: |
||||||
|
7 |
Накладные расходы (10% от зарплаты) |
|||||
|
Итого: |
||||||
|
8 |
Прибыль (30% от |
|||||
|
Итого: |
||||||
|
9 |
Дорожный налог (1% от |
|||||
|
Итого: |
||||||
|
10 |
НДС (15% от |
|||||
|
Итого: |
||||||
|
11 |
Отчисления на жилье (0,5% от |
|||||
|
Итого: |
||||||
|
12 |
Налог на развитие С\Х (1% от |
|||||
|
Итого: |
||||||
|
Всего: |
||||||
5. Выбор стали, источника питания, диаметр проволоки и
марка электрода.
Выбор стали. В качестве основного материала для изготовления каркаса тележки выбираем малоуглеродистую (содержанием углерода до 0,25 %) сталь марки Сталь 20. Данная сталь обладает хорошей свариваемостью. При их сварке учитывают, что металл шва отличается от основного металла несколько пониженным содержанием углерода. Это незначительно понижает прочность сварного шва, однако это ни как не повлияет на прочность тележки. Увеличение прочности сварного соединения при дуговой сварке осуществляют легированием металла шва марганцем или кремнием через проволоку или покрытие, а также за счет увеличения скорости охлаждения. При увеличении скорости охлаждения прочностные свойства сварного шва возрастают, а пластические (угол изгиба, ударная вязкость, относительное удлинение и сужение) снижаются. Это заметно проявляется при дуговой сварке однослойных швов и последнего слоя многослойных стыковых и угловых швов.
Электроды для сварки низкоуглеродистых сталей выбирают с учетом равнопрочности сварного соединения с основным металлом.
В качестве заготовки выбираем полую трубку диаметром 20 мм и с толщиной стенки 3 мм.
Исходя из рекомендаций, данными в специализированной литературе выбираем диаметр электрода равный 3 мм.
Силу тока определяем по формуле:
где К -- коэффициент пропорциональности, зависящий от типа
электрода и его диаметра. А/мм.
dэ -- диаметр электрода.
Принимаем:
К = 33;
Iсв = К * dэ = 33*3=99 А.
Из
расчетов получаем сварочный ток равный примерно сто ампер.![]()
Исходя из получения нужных характеристик выбираем электрод марки АНО-3.
Эти электроды образуют шлаки, в состав которых входят силикаты и титана ты марганца и железа, а также другие компоненты, практически не содержащие оксидов железа.
Для обеспечения нужного режима сварки можно использовать такие трансформаторы для ручной дуговой сварки как: ТД-102; ТДМ-317; ТДМ-401 и ТДМ-503.
6. Основные требования безопасности труда при сборочных
и сварочных работах.
Наиболее характерными видами травматизма при дуговой наплавке являются: поражение электрическим током, отравление газами, ожоги. Условия труда, конструкции наплавочных установок и источников питания должны соответствовать действующей системе стандартов безопасности труда.
Для предупреждения поражения электрическим током при выполнении
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.