
















































Все это необходимо для выполнения задачи, которая ставится перед разработчиком. Чем точнее и яснее сформулирована задача и условия её выполнения, тем экономичнее и точнее она решается.
1.1.1 Анализ чертежа детали
Анализ чертежа производится в следующем порядке:
1) Ознакомление с конструкцией детали, достаточно ли на чертеже разрезов и сечений, размеров.
Данный чертёж выполнен в соответствии с требованиями ЕСКД, на чертеже проставлены все необходимые размеры и сечения.
2) Ознакомление с техническими требованиями, проверяется достаточность и необходимость требований точности и шероховатости.
На чертеже заложены требования к отливке, назначены предельные отклонения размеров, подвергающихся механической обработке. Указано покрытие поверхностей.
3) Выявление трудноисполнимых и трудноконтролируемых размеров.
4) Выявление смешанных связей.
5) Выявление поверхностей с высокой чистотой обработки и соответствие точности выполнения данного размера.
6) Выявление требований к взаимному расположению поверхностей.
Рассмотренные данные внесем в таблицу 1.1, чтобы более наглядно определить все несоответствия, выявленные на чертеже.
В целом, чертеж выполнен в соответствии со стандартами, выявленные несоответствия внесем в разработанный чертеж.
1.2 Анализ технологичности конструкции детали
Единым критерием технологичности конструкции изделия является её экономическая целесообразность при заданном количестве и принятых условиях производства.
Отработка конструкции изделия на технологичность должна обеспечивать снижение трудоёмкости и себестоимости изготовления.
Технологичность конструкции оценивается в два этапа:
1) качественный;
2) количественный.
Качественная оценка сводится к определению соответствия конструкции детали определенным требованиям, стандартам, соответствие точности и шероховатости поверхностей, удобство обработки и т.д.
Рассматривая деталь по качественным критериям, приходим к выводу, что деталь, с внесением некоторых изменений, технологична в изготовлении.
Количественная оценка технологичности конструкции детали определяется уровнями технологичности.
Определим основные показатели технологичности:
1) Коэффициент использования материала.
 ,
,
 .
.
2) Коэффициент унификации.
 ,
,
где Qу - количество унифицированных элементов, шт;
Qэ - количество всех элементов, шт;
 .
.
3) Коэффициент точности.
 ,
,
где ![]() - средний квалитет точности.
- средний квалитет точности.
 ,
,
 ,
,
 >0,8.
>0,8.![]()
Условие технологичности выдержано.
4) Коэффициент шероховатости.
 ,
,
где ![]() - средняя шероховатость поверхностей.
- средняя шероховатость поверхностей.
 ,
,
где Б - шероховатость рассматриваемой поверхности;
ni – количество поверхностей;
 ,
,
 .
.
Условие технологичности выдержано.
Вывод: по рассчитанным показателям можно сделать вывод, что по количественному фактору деталь технологична.
1.3 Служебное назначение изделия и детали
Служебное назначение изделия выявляется в результате изучения конструкторской документации. Неточное определение служебного назначения может привести к неоправданным экономическим затратам и невыполнению качественных показателей, поэтому на это необходимо уделить особое внимание.
Технологичность – это обеспечение требуемых показателей качества с наименьшими затратами при производстве, эксплуатации и ремонте изделия.
Выявляем все обрабатываемые поверхности.а) Основные поверхности (О) – определяют положение данной детали в изделии.
б) Вспомогательные поверхности (В) – поверхности, используемые для определения положения других деталей относительно данной.
в) Крепежные поверхности (К) – поверхности, используемые для размещения крепежных деталей.
г) Свободные поверхности (С) - поверхности, служащие для соединения различных поверхностей детали в единую конструкцию в соответствии со служебным назначением.
д) Исполнительные поверхности (И) – это поверхность, с помощью
которой деталь (машина) выполняет свое служебное назначение.
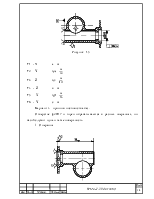
Сборочная единица представляет собой редуктор червячный с передаточным отношением механизма i=324.
1) модуль зацепления ![]() ,
,
2) число заходов червяка ![]() ,
,
3) число заходов червяка ![]() ,
,
4) число зубьев колеса ![]() ,
,
5) число зубьев колеса ![]() .
.
Редуктор, это механизм, состоящий из передач зацепления с постоянным передаточным отношением, заключенных в отдельный корпус и предназначенных для понижения скорости выходного вала и увеличения вращающего момента на выходном валу.
Редуктор двухступенчатый, червячный. Обе червячные пары собраны в едином корпусе. Блок резисторов БР-48 закрепляется на корпусе редуктора с помощью четырех шпилек. Резисторы блоков БР – 48 выдают сигналы в ССИ – 80, обеспечивая контроль рассогласования закрылков и информацию о положении закрылков на бортовой регистратор.
Базовой деталью редуктора является его корпус, изготовленный методом литья из алюминиевого сплава АЛ-34 ГОСТ 1583-93.
Сплав обладает высокими литейными качествами, хорошо переносит нагрузки, жаропрочный, обрабатываемость резанием высокая.
Таблица 1.3 – Химический состав
|
Марка материала |
Содержание элементов, % |
|||||
|
Mg |
Zn |
Mn |
Ti |
Bl |
||
|
АЛ-34 |
1,5-2,0 |
4 |
0,3 |
0,1 |
0,1 |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.