В начале наладки заготовка предварительно зажимается в самоцентриру-ющем или пневматическом патроне. После этого револьверная головка пода-ется вперед до соприкосновения упора с торцом заготовки. Проверяют свобод-ный размер заготовки, который должен быть равным l– l3 при сохранении по-ложения заготовки, затем перемещают по пазу барабана соответствующий упор до контакта его с неподвижным упором, который закреплен на станине. Так осуществляется предварительная наладка упора. После того как убедились, что
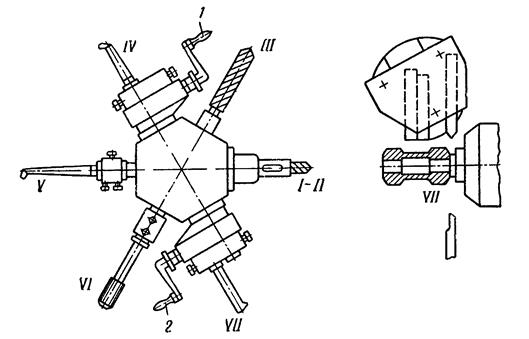
Рисунок 4 – Пример наладки токарно-револьверного станка
выступающая часть заготовки до упора соответствует расчетной длине, необхо-димо винты упоров законтрить и окончательно зажать заготовку. В таком по-рядке производится наладка первого перехода (I). Наладка второго перехода (II) связана с ус-тановкой центровочного сверла в конус Морзе, который нахо-дится внутри упора. При наладке третьего перехода (III) – длины сверления, устанавливается ход сверла на глубину немного меньше заданной. Затем в пе-реднем положении револьверной головки укрепляют задний упор, как это про-водилось в первой операции. Инструмент выводят из отверстия и проверяют глубину просверленного отверстия. Если глубина отверстия недостаточна, не-обходимо винт заднего упора немного вывернуть, этим самым увеличивают глубину сверления. Далее производят сверление по упору. Эта операция пов-торяется до тех пор, пока не будет получен линейный размер согласно чертежу. Глубина отверстия проверяется с помощью глубиномера. После установки и окончательной отладки заднего упора его винт необходимо застопорить. В про-цессе перехода III имеет место совмещения обработка заготовки – сверление с помощью револьверной головки и обтачка среднего наружного диаметра заго-товки со снятием фаски поперечным суппортом. Резцы поперечного суппорта устанавливаются по шаблону, в результате чего время наладки сокращается. Черновая обточка поперечным суппортом с наладкой на определенный диаметр ведется по лимбу винта поперечной подачи, а чистовая – по упорам салазок.
Если припуск на обработку меньше 2 мм, обработку ведут по упорам за один проход. В начале по лимбу устанавливают такую глубину резания, чтобы об-рабатываемый диаметр был на 0,2 – 0,6 мм больше, чем по чертежу. После это-го на расстоянии 3 – 5 мм протачивают диаметр заготовки до размера, указан-ного в чертеже, измеряют этот размер и производят регулирование упора. На-ладка четвертого перехода IV - проточка средней части отверстия происходит так же, как и при сверлении, выдерживая линейные размеры с помощью уста-новки упоров, а диаметральные размеры выдерживаются с помощью лимба ви-нта поперечной подачи, вращая рукоятку 1. Наладка пятого перехода V - рас-точка отверстия производится при помощи расточного резца. Установка упоров и их регулирование аналогичны ранее описанным. При этом длина прохода расточного резца должна быть на 2 – 3 мм меньше общей длины в целях избе-жания поломки резца. Длина прохода резца устанавливается по упорам, а диа-метральный размер выдерживается по лимбу. Наладка шестого перехода VIсводится к установке упоров на длину прохода развертки, которая должна со-ответствовать длине прохода расточного резца. Наладка седьмого перехода VII заключается в установке резца на необходимый размер согласно длине, указан-ной в чертеже. В дальнейшем с помощью рукоятки протачивают канавку и подрезают торец, при этом измерение ведут по лимбу. В порядке совмещения пере-ходов почти одновременно происходит и отрезка детали отрезным резцом задним суппортом. После окончания проточки канавки и подрезки осуществля-ется отрезка готовой детали. При обработке других конструкций деталей на данном станке применяются специальные державки для закрепления универ-сального инструмента, который устанавливается и закрепляется в револьверной головке.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.