в) z– число зубьев фрезы
11) Наладка - это подготовка технологического оборудования и технологической оснастки к выполнению ………………
б) технологической операции
12) Технологическая система ГПС представляет собой совокупность взаимосвязанных технологических машин (станков с ЧПУ, po6отов, манипуляторов и др.), осуществляющих …………………в автоматическом режиме
б) формообразование деталей
13) Транспортная система состоит из транспортных и накопительных устройств, осуществляющих……………………………………и доставку заготовок, приспособлений, готовых деталей к основному технологическому оборудованию и автоматическому складу
в) межоперационное хранение
14) Складская система служит для ……………….. нормативного запаса заготовок, приспособлений и инструмента, выдачи их в производство, накопления и хранения готовых деталей
в) хранения
15) Система инструментообеспечения осуществляет оперативную ………………. инструментальных наладок и приспособлений, а также контроль, учет и доставку инструмента и оснастки к основному технологическому оборудованию
б) подготовку и хранение
16) Система контроля осуществляет: ……………….. технических средств ГПС и деталей; диагностику работоспособности автоматического оборудования, входящего в состав технологической, транспортной, складской систем, системы инструментообеспечения
б) контроль
ТРЕТЬЯ ГРУППА ВОПРОСОВ
Раздел 1
1) Расставить этапы развития УЧПУ в зависимости этапов от развития элементной базы электронной техники
1 Релейно-контактная и транзисторная база
2 Микросхемы малой и средней степени интеграции
3 Мини-ЭВМ и микропроцессорные приборы
4 Большие интегральные схемы (БИС) памяти
(Ф3 – ЗЛ)
Раздел 2
2) Проектирование технологической операции на токарном станке с ЧПУ выполняется в следующей последовательности:
1 разработка операционного эскиза и выбор схемы базирования;
2 разработка последовательности обработки поверхностей и определение числа переходов;
3 выбор модели станка и типоразмеров режущих инструментов;
4 расчет припусков на обработку, режимов резания и норм времени;
5 разработка УП.
(Ф3 – ЗТ)
3) Постоянный цикл обработки отверстий для многоцелевых станков содержит:
1позиционирование с быстрой подачей инструмента на плоскости (если необходимо, то и с вращением стола), выбор, частоты вращения шпинделя, включение вращения шпинделя и выполнение других команд, если они запрограммированы
2 позиционирование с быстрой подачей инструмента по оси (ось совпадает с осью вращения шпинделя) в точку, находящуюся на расстоянии 1...3 мм от поверхности заготовки
3 рабочий ход вдоль оси Z с заданной подачей до требуемой глубины отверстия
4 подготовку к возврату инструмента (например, останов или изменение направления вращения шпинделя)
5 возврат инструмента по оси Z с быстрой или рабочей подачей, с вращением или без вращения шпинделя
(Ф3 – ЗСр)
Раздел 3
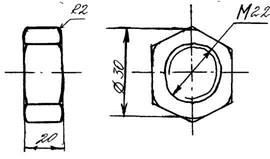
4) Заготовка пруток-шестигранник, наметить последовательность обработки болта
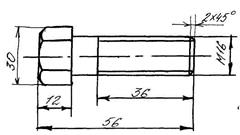 |
(Ф3 – ЗСр)
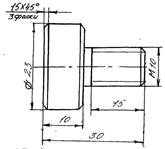
5) Заготовка круглый пруток, наметить последовательность обработки втулки
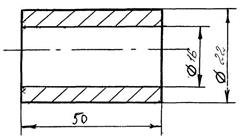 |
(Ф3 – ЗСр)
6)
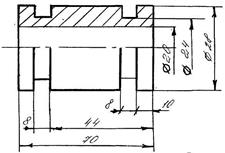 |
 |
(Ф3 – ЗСр)
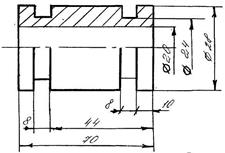
7)
 |
(Ф3 – ЗСр)
8)
 |
1
(Ф3 – ЗСр)
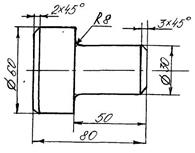
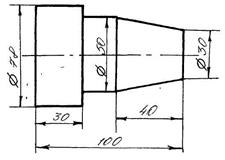
9) Заготовка круглый пруток, наметить последовательность обработки оси
 |
(Ф3 – ЗСр)
10) Заготовка круглый пруток, наметить последовательность обработки оси
 |
(Ф3 – ЗСр)
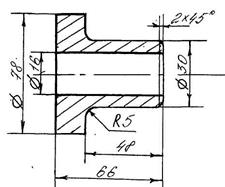
11) Заготовка круглый пруток, наметить последовательность обработки заглушки
 |
(Ф3 – ЗСр)
12) В какой последовательности записывается цикл многопроходной обработки заготовки на станке 16К20Ф3С32 с УЧПУ 2Р22, заготовка устанавливается в патроне по Æ50 мм?
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.