Фикс. РБ Пн. дрель
Б.О. Пн. молоток
 Фикс. Пн.
дрель РБ
Фикс. Пн.
дрель РБ
Пн. молоток
Фикс. Пн. дрель Фикс.
Скоба
Пн. дрель
Пн. молоток
Рисунок 2.2 – Схема сборки законцовки
2.4 Разработка и построение схемы увязки
Увязкой называется согласование сопрягаемых деталей между собой. Существует 3 метода увязки: по принципу связанного образования размеров и форм, увязка по принципу независимого образования размеров и форм и увязка по принципу компенсации. Метод увязки по принципу связанного образования размеров и форм позволяет обеспечить взаимозаменяемость изделий малой жесткости, сложной формы и больших габаритных размеров. Этот метод является теоретической основой плазово-шаблонного метода увязки заготовительной и сборочной оснастки, применяющегося в самолетостроении.
Увязка на основе принципа компенсации состоит из одного этапа переноса размеров. Для увязки деталей каркаса законцовки применяют принцип независимого образования размеров и форм, и применяют бесплазовый метод увязки.
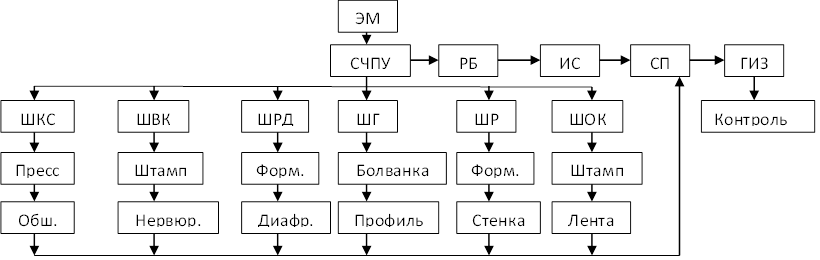 |
Рисунок 2.2 – Схема увязки форм и размеров законцовки.
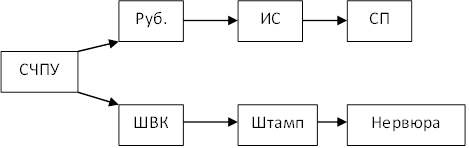 |
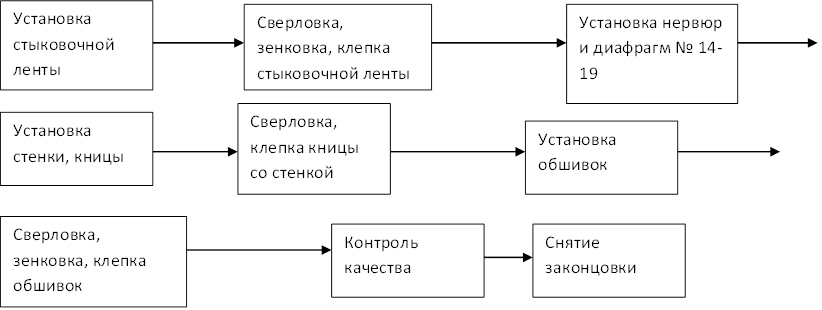
Рисунок 2.3 – Структурная схема увязки законцовки по бесплазовому методу увязки.
2.5 Разработка технологических условий поставки деталей на сборку
В самолетостроении на размеры некоторых деталей даются припуски, которые снимаются в процессе сборки. Размеры припусков и специальные требования вносятся в технические условия на поставку деталей. Таким образом, детали, поступающие на сборку, должны соответствовать данным чертежа и удовлетворять технические условия на поставку.
По взаимозаменяемости:
-Соответствия в пределах установленных допусков фактических размеров детали ее размерам по чертежу;
-Воспроизведения требующегося по чертежу размера и формы;
-Правильность положения сборочных, направляющих и базовых отверстий относительно базовых осей контура.
По прочностным и эксплуатационным характеристикам:
-Использование материалов требующихся марок, выполнения условий термообработки, обеспечение требуемого качества поверхности и заданной массы;
-Применение заданных антикоррозионных и декоративных покрытий;
По специальным требованиям, оговариваемым в чертежах, технических и технологических условиях:
-Выдерживание заданных зазоров между склеиваемыми или герметизируемыми поверхностями;
-Сохранение перпендикулярности осей отверстий для стыковых болтов и торцам стыковых стандартов;
-Наличие припусков на обработку после сборки в разделенных стендах отверстий и торцевых стыковых гребенок.
Требования к деталям поступающих на сборку разрабатывают после того, как сделают выбор методов базирования и составлены согласованные с соответствующими цехами сборки агрегатов, отсеков и узлов.
Таблица 2.2 – Условия поставки деталей на сборку.
|
Наименование детали |
Номер детали |
Эскиз детали |
Степень законченности |
|||
|
1 |
2 |
3 |
4 |
|||
|
Нервюра |
|
Нервюра поступает на сборку собранной и с просверленными С.О. по стыку со стойкой лонжерона. |
||||
|
Диафрагма |
|
Обработана в окончательный размер. |
||||
|
Продолжение таблицы 2.2 |
||||||
|
1 |
2 |
3 |
4 |
|||
|
Профиль хвостовой |
|
Поступает на сборку обработанным в окончательный размер. |
||||
|
Стенка |
|
Обработаны по контуру, с кромками, с просверленными в них отверстиями УБО |
||||
|
Лента стыковочная |
|
Поступает на сборку собранной. |
||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.