Тема . Нивелирование самолета
Цель. Ознакомиться с содержанием нивелировочных работ при сборке самолет
Нивелирование самолёта является заключительным этапом общей сборки самолёта. Целью таких нивелировочных работ является контроль правильности стыковки отдельных агрегатов относительности друг друга и контроль допустимых отклонений органов управления (элеронов, закрылков, рулей высоты и направления) самолетом.
Геометрические параметры самолёта (габаритные, углы установки крыла, оперения, углы стреловидности крыла) задаются на чертежах общего вида. На основе этого чертежа разрабатываются нивелировочные чертежи, где указываются положения реперных точек, где углы установки агрегатов выражены через координаты положения специальных реперных точек (рис. 6.5).
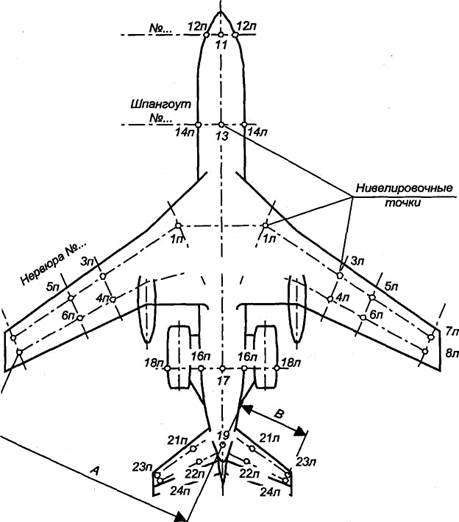
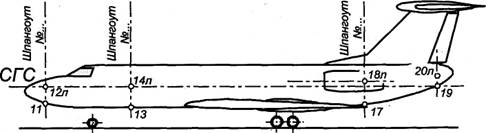
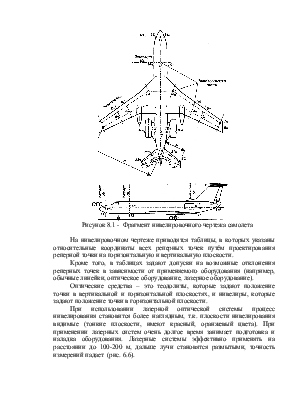
Рисунок 8.1 - Фрагмент нивелировочного чертежа самолета
На нивелировочном чертеже приводятся таблицы, в которых указаны относительные координаты всех реперных точек путём проектирования реперной точки на горизонтальную и вертикальную плоскости.
Кроме того, в таблицах задают допуски на возможные отклонения реперных точек в зависимости от применяемого оборудования (например, обычные линейки, оптическое оборудование, лазерное оборудование).
Оптические средства – это теодолиты, которые задают положение точки в вертикальной и горизонтальной плоскостях, и нивелиры, которые задают положение точки в горизонтальной плоскости.
При использовании лазерной оптической системы процесс нивелирования становится более наглядным, т.к. плоскости нивелирования видимые (тонкие плоскости, имеют красный, оранжевый цвета). При применении лазерных систем очень долгое время занимает подготовка и наладка оборудования. Лазерные системы эффективно применять на расстоянии до 100-200 м, дальше лучи становятся размытыми, точность измерений падает (рис. 6.6).
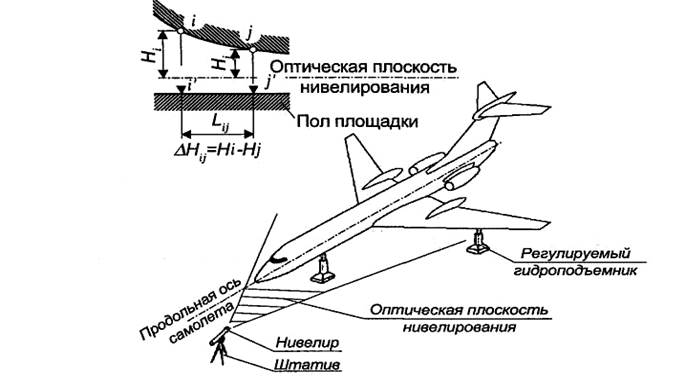
Рис. 6.6. Принцип нивелирования лазерным лучом
Применение ЛЦИС позволяет сократить количество эталонной оснастки на 10 – 15 %, а трудоемкость монтажа стапелей уменьшить на 25 – 30 %.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.