Расположение шипов и дюбелей для спаривания частей модели показывает формовщику положение модели в форме при формовке - шипы и дюбели располагаются всегда в верхней части модели, а нижняя часть имеет отверстия для них.
Такое расположение центрирующих элементов связано с тем, что при ручной формовке нижняя часть модели укладывается разъемом на плоскую модельную (подмодельную) плиту, а верхняя - на нижнюю после кантовки уплотненной нижней опоки разъемом (ладом) вверх. Поэтому студент, имея перед собой модель отливки, очень легко сможет определить положение отливки в форме во время заливки и разъем модели.
При плоском разъеме модели разъем ее совпадает с разъемом формы. Если же модель не имеет разъема, но технологией предусмотрено применение стержней, то следует помнить, что стержни, как правило, устанавливаются в нижнюю полуформу. В том же случае, если отливка формуется по "чистой модели" (без стержней), необходимо помнить, что плоские поверхности, не рассеченные ребрами, располагаются по заливке снизу, так как на верхних по заливке плоских поверхностях образуются ужимины и им подобные дефекты; шлаковые, газовые раковины и засоры также располагаются сверху.
При разработке чертежа отливки решают следующие вопросы: определение литейной усадки, величины и типа формовочных уклонов, припусков на механическую обработку, технологических припусков, стяжек и т.д. Необходимо помнить, что при выполнении данного практического занятия студент должен найти величину перечисляемых параметров на оснастке, а потом определить их по действующим ГОСТам и сравнить те и другие.
Для облегчения работы модельщиков при изготовлении модельного комплекта используются усадочные линейки, которые выпускаются с усадкой, кратной 0,25 %: 1; 1,25; 1,5; 1,75; 2,0; 2,25; 2,5 %. При изготовлении, например, однопроцентной усадочной линейки берут полосу длиной 1010 мм по нормальному (основному) метру и делят ее на 1000 равных частей. Таким образом, каждый элемент длины на усадочной линейке получается больше соответствующего нормального на 1 % (рис. 6) /1/.
|
|
||||||
|
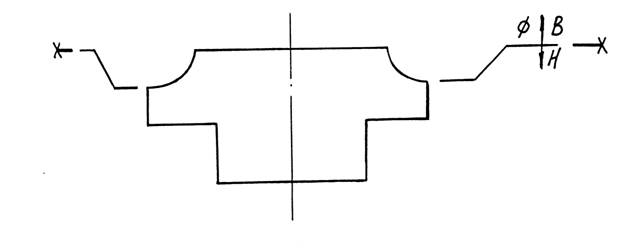
Рисунок 1 – Неразъемная модель |
||||||
|
|
||||||
|
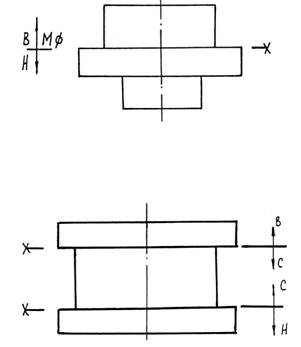
Рисунок 2 – Разъемные модели: а) – с одним разъемом б) – с двумя разъемами |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.