![]() – объем стержня вместе со знаками;
– объем стержня вместе со знаками;
![]() – плотность стержневой смеси после
набивки.
– плотность стержневой смеси после
набивки.
Так как зеркало металла в форме поднимается со скоростью:
![]() ,
(17)
,
(17)
где ![]() – высота отливки;
– высота отливки;
![]() – время заливки,
– время заливки,
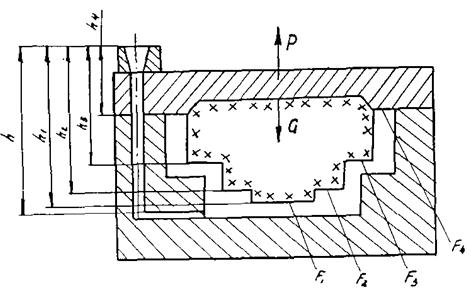
то в момент его контакта с верхней полуформой (с ее поверхностью, “смотрящей вниз”) возникает гидравлический удар, увеличивающий подъемную силу.
|
|
|
Рисунок 18 – Схема к определению подъемной силы, действующей на верхнюю опоку;
|
Поэтому при расчете массы груза
необходимо учитывать коэффициент запаса ![]() =
1,3…1,5 / 4 / . Тогда
=
1,3…1,5 / 4 / . Тогда
![]() ,
(18)
,
(18)
где ![]() – масса груза;
– масса груза;
![]() – масса верхней полуформы,
– масса верхней полуформы,
![]() , (19)
, (19)
где ![]() – масса смеси в верхней опоке;
– масса смеси в верхней опоке;
![]() – масса самой опоки (верхней)
– масса самой опоки (верхней)
Массу смеси в верхней полуформе можно определить из выражения:
![]() ,
(20)
,
(20)
где ![]() – объем смеси в верхней опоке;
– объем смеси в верхней опоке;
![]() – плотность набитой формовочной
смеси (1,6 – 1,8 г/см3)
– плотность набитой формовочной
смеси (1,6 – 1,8 г/см3)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.