






ВВЕДЕНИЕ
В связи с растущими потребностями экономики России в черных металлах, уровень их производства в ближайшие годы должен возрасти.
Рост производства металла в стране должен осуществляться как за счет строительства и ввода в эксплуатацию новых производственных мощностей, так и за счет значительного повышения производительности труда на действующих металлургических предприятиях.
Решение задач повышения производительности труда неразрывно связано с разработкой и реализацией мероприятий, направленных на комплексную механизацию и автоматизацию производства. Значительные успехи, достигнутые за последнее время в области технологии металлургического производства, в том числе добывающей и обогатительной областях, автоматизации и вычислительной техники, позволяют ставить и практически решать ряд задач, направленных на комплексную механизацию и автоматизацию производственных процессов в металлургии.
Комплексная автоматизация процессов металлургического производства требует решения различных по своему характеру и сложности научно-технических задач, и в первую очередь задач проектирования и внедрения новых технологических цепей, агрегатов и технологий.
1 ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Продуктами большинства гидрометаллургических операций являются парогазовая фаза и пульпа. Например, операции сгущения/фильтрации используют на углеобогатительных фабриках, для хорошего функционирования водно-шламовой системы применяют автоматическое управление её работой. Пульпа зачастую содержит взвешенные частицы ценной породы и грунта и др. нерастворимых веществ. Сгущение в основном применяют для повышения концентрации твёрдой фазы в пульпе и других технических смесях. Фильтрацию применяют для осветления циркуляционных вод и выделения различных технических жидкостей из пульп/смесей. Для операций сгущения/фильтрации используется следующие технологические агрегаты: пирамидальные сгустители, радиальные сгустители, песковые насосы, центрифуги, ёмкости и сгустительные воронки.
Пульпу обезвоживают или сгущают, используя отстаивание, фильтрацию, реже центрифугование. Степень обезвоживания определяется характером дальнейшего использования осадка: если он поступает на переработку его промывают, но остаточную влажность сохраняют высокой (до 50-60%), что ускоряет операцию обработки пульпы и обеспечивает более простую транспортабельность осадка.
Пульпы, получаемые после выщелачивания, осаждения металлов, кристаллизации, подвергаются обезвоживанию с целью количественного разделения жидкой и твердой фаз.
Наиболее простым и достаточно эффективным приемом является сгущение, которое осуществляется за счет оседания твердой фазы под действием силы тяжести. В результате образуется осветленный раствор (верхний слив), содержащий до 50-80% твердой фазы. Показатели сгущения зависят от свойств твердой фазы (крупность, удельная плотность), вязкости раствора, наличие коагулянтов и флокулянтов.
Введение последних в группу в количестве 10-40 г/т вещества позволяет увеличить скорость отстаивания в 10-30 раз; в качестве флокулянтов чаще всего используют гидролизованный полиакриламид, столярный клей, крахмал.
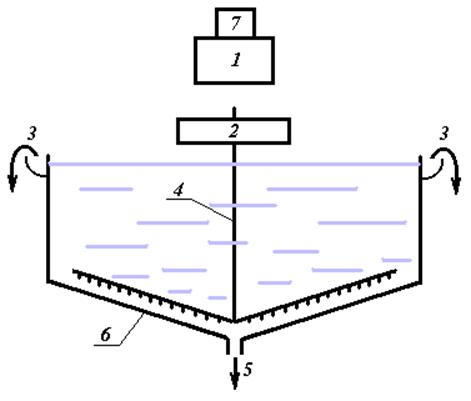 |
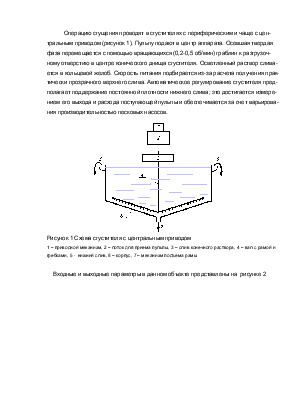
1 – приводной механизм, 2 – лоток для приема пульпы, 3 – слив конечного раствора, 4 – вал с рамой и гребками, 5 - нижний слив, 6 – корпус, 7 – механизм подъема рамы
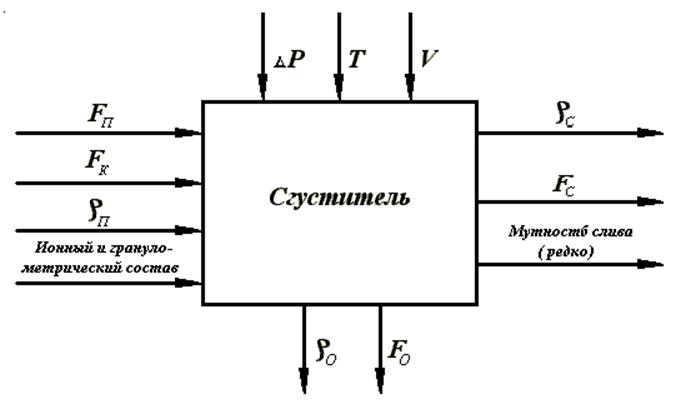 |
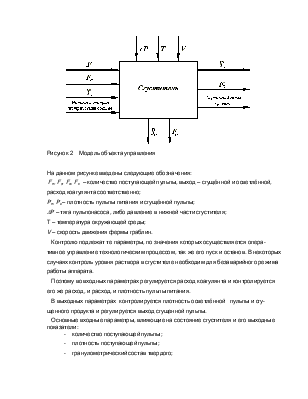
На данном рисунке введены следующие обозначения:
Fп, Fс, Fо, Fк– количество поступающей пульпы, выход – сгущённой и осветлённой, расход коагулянта соответственно;
Pп, Pc – плотность пульпы питания и сгущённой пульпы;
DP – тяга пульпонасоса, либо давление в нижней части сгустителя;
T – температура окружающей среды;
V – скорость движения фермы граблин.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.