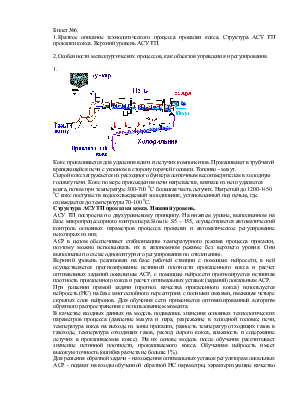

влага, потом при температуре 300-700 0С большая часть летучих. Нагретый до 1200-1450 0С кокс поступает в водоохлаждаемый холодильник, установленный под печью, где охлаждается до температуры 70-100 0С.
Структура АСУ ТП прокалки кокса. Нижний уровень.
АСУ ТП построена по двухуровневому принципу. На нижнем уровне, выполненном на базе микропроцессорного контроллера Simatic S5 – 155, осуществляется автоматический контроль основных параметров процесса прокалки и автоматическое регулирование некоторых из них.
АСР в целом обеспечивает стабилизацию температурного режима процесса прокалки, поэтому можно использовать их в автономном режиме без верхнего уровня. Они выполнены по схеме одноконтурного регулирования по отклонению.
Верхний уровень реализован на базе рабочей станции с помощью нейросети, в ней осуществляется прогнозирование истинной плотности прокаленного кокса и расчет оптимальных заданий локальным АСР, с помощью нейросети прогнозируется истинная плотность прокаленного кокса и расчет оптимальных уставок (заданий) локальным АСР.
При решении прямой задачи (прогноз качества прокаленного кокса) используется нейросеть (НС) на базе многослойного персептрона с полными связями, имеющая четыре скрытых слоя нейронов. Для обучения сети применяется оптимизированный алгоритм обратного распространения с использованием момента.
В качестве входных данных на модель подавались значения основных технологических параметров процесса (давление мазута и пара, разрежение в холодной головке печи, температура кокса на выходе из зоны прокалки, разность температур отходящих газов в газоходе, температура отходящих газов, расход сырого кокса, влажность и содержание летучих в прокаливаемом коксе). На их основе модель после обучения рассчитывает значение истинной плотности, прокаливаемого кокса. Обученная нейросеть имеет высокую точность (ошибка расчета не больше 1%).
Для решения обратной задачи – нахождения оптимальных уставок регуляторам локальных АСР - подают на входы обученной обратной НС параметры, характеризующие качество прокаливаемого кокса и требуемое по технологическому регламенту значение истинной плотности прокаленного кокса, получают требуемые режимы прокалки (установки задания регуляторам локальных АСР).
Использование для создания управляющей математической модели нейросети повышает точность прогнозирования истинной плотности прокаленного кокса и управления процессом, упрощает нахождение оптимальных значений режимных параметров (заданий для АСР) и подстройки модели при изменении характеристик прокалочной печи.
2.Особенности металлургических процессов, как объектов управления и регулирования.
Объектами управления являются металлургические печи, выщелачиватели, бункера, сгустители, насосы и другие аппараты технологических установок и трубопроводов.
Особенности:
1. Металлургические процессы в основных агрегатах - сложные процессы (сложные объекты), которые можно подразделить на ряд элементарных звеньев
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.