|
Параметр. |
Величина. |
|
Наибольшие размеры разрезаемых листов, мм: длина ширина Толщина разрезаемого листа стали: одним резаком двумя и более резаками со скосом кромок Скорость перемещения резака, мм/мин. Число резаков Энергопитание Напряжение, В Частота, Гц Потребляемая мощность, кВА Расход на один резак, м3/ч: кислорода ацетилена пропан-бутана природного газа Давление, МПа кислорода горючего газа Габаритные размеры, мм длина ширина высота Масса, кг |
8000 2500 3-200 3-100 5-80 50-12000 2-4 Трехфазная сеть переменного тока. 380 50 3,5 6 1 0,6 1,8 1 0,1 20600 6000 2550 6150. |
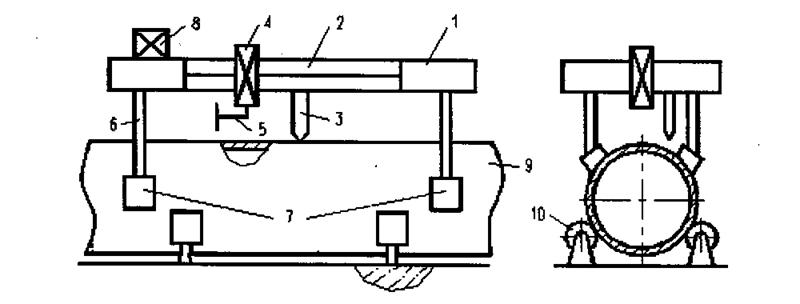
В конструкции изготавливаемого теплообменника предусмотрены штуцера, поэтому для вырезки отверстий в корпусе применим специализированную переносную установку (рис.4).
|
|
Рис.4. Схема переносной газорезательной установки для вырезки отверстий под штуцера.
1 - корпус газорезательного аппарата; 2 - суппорт с приводом вращения; 3 - центратор обеспечивающий точную центрацию аппарата относительно центра отверстия; 4 - держатель с машинным резаком; 5 - машинные резаки; 6 - стойки с электромагнитами; 7 – электромагниты; 8 - привод вращения резака; 9 - разрезаемый аппарат: 10 - роликовый стенд
Переносная установка для механизированной вырезки отверстий в корпусах аппаратов устанавливается на поверхности обрабатываемого аппарата. Размещается с помощью центроискателя и регулируемой радиальной системы, приводимой во вращение электродвигателем. Имеет газопламенный резак.
Техническая характеристика установки приведена в таблице№6.
Техническая характеристика переносной установки для кислородной резки отверстий в корпусах.
Таблица№6.
|
Параметр. |
Величина. |
|
Диаметр обрабатываемых аппаратов, мм Диаметр вырезаемых отверстий, мм Толщина стенки корпусов аппарата, мм Габаритные размеры, мм Масса, кг |
1000-5000 50-800 5-150 1750x425x635 36 |
Для удаления контрольных и технологических планок, после сварки, а также для выполнения каких либо мелких разделительных операций применим ручную кислородную резку.
При выполнении широкого круга работ по резке листов, труб, других объемных элементов, проката и узлов конструкций из углеродистых сталей, применяют
разнообразные ручные резаки для разделительной резки. Предусматривается, что перемещение таких резаков по траектории реза при выполнении резки осуществляется резчиком вручную. Необходимые управления подачей газа, зажигание и гашение пламени резака и другие технологические манипуляции осуществляются также вручную с помощью вентилей или клапанов, оснащающих резак.
Процессы кислородной резки с использованием различных горючих не имеют принципиальных отличий, но характеризуются некоторыми особенностями.
Ацетилен обеспечивает минимальное время начального подогрева металла и за счет этого максимальную производительность резки. Пропановое пламя имеет факел наибольшей длины, что благоприятно при резке сталей большой толщины. Жидкие горючие более безопасны прирезке в замкнутых объемах, предпочтительны для работы в условиях низких температур, разделки вторичного сырья, хотя их применение связано с более сложным и длительным запуском резака.
Для ручной газопламенной резки стали малой и средней толщины примем резак марки «Факел», основные технические характеристики которого представлены в таблице№7. Резак предназначен для выполнения высококачественной кислородной резки сталей толщиной от 3 до 300 мм. Резак поставляется для работы на ацетилене, пропанбутановой смеси или природном газе. Комплектуется наружным и внутренним мундштуками.
Техническая характеристика ручного ацетилено-кислородного резака «Факел».
Таблица№7.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.