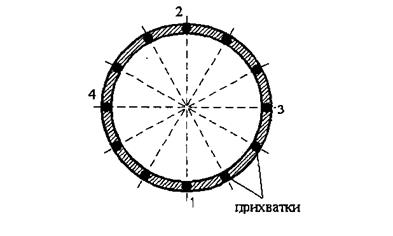
Рис.10. Схема установки прихваток.
Ручной дуговой сваркой электродами типа Э50А, марки УОНИИ 13/55 и диаметром 4мм выполняем первую прихватку (длина прихватки 30мм, количество прихваток 12).
После выполнения первой прихватки, собираемые обечайки кантуются на 180о при помощи роликового стенда и выполнятся прихватка в точке 2, далее в точках 3 и 4. Прихватки устанавливаются в определенной последовательности
Рис.10.
4.3. Сборка заготовок днищ.
Согласно схеме компоновки днищ по ОСТ 26.291-94 заготовки днища разрешается делать сварными. Сборка осуществляется на универсальных сборочно-сварочных плитах, обеспечивающих достаточную плоскостность стола для точной сборки заготовок днищ.
Сборка заготовок днищ осуществляется с целью обеспечения необходимого зазора в стыке согласно ГОСТ 8713-79 на способ сварки.
Сборку продольных стыков заготовок днищ производим на специальной сборочно-сварочной плите (рис.11.). Сборочная плита состоит из набора пазов, такие плиты собирают из отдельных литых блоков размером 1,5x2 м и из них комплектуют плиты необходимых размеров. В эти пазы с помощью винтовых зажимов закрепляются специальные сборочные приспособления.
Отличительной особенностью сборочно-сварочной плиты является наличие системы поперечных вырезов или ручьев. Данные вырезы обеспечивают беспрепятственное движение ползуна сварочного трактора ТС-32 (при сварке).
Сборочно-сварочная плита позволяет положить заготовки днищ ровно в той плоскости, в которой они собираются и свариваются.
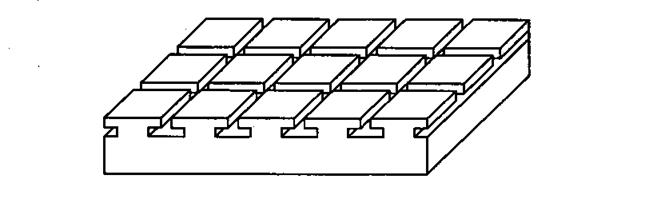
Рис.11. Сборочно-сварочная плита.
Технические данные сборочно-сварочной плиты.
Размеры собираемых заготовок, мм:
Длина до 5500
Ширина до 3000
Габаритные размеры, мм 6000х3500х1500.
Геометрия сборочной плиты такова, что на ней при необходимости можно свободно поместить универсальные сборочные приспособления (упоры, прижимы, стяжки, струбцины и т.д.).
Принципиальное устройство плиты основано на том, что после сборки и удаления закрепляющих прижимов можно сдвинуть конструкцию, свободно поднять ее вверх и снять со стола.
Собираемые заготовки укладываются на сборочно-сварочную
плиту. Затем между ними фиксируется необходимый зазор согласно ГОСТ 8713-79 ![]() , зазор устанавливается с помощью
специальных щупов.
, зазор устанавливается с помощью
специальных щупов.
Необходимо обеспечить зазор и превышение кромок, так как стыки заготовок днищ являются ответственными за прочность конструкции, то превышение кромок должно быть таким же, как и стыки продольных стыков обечаек.
После установки зазора детали заготовок днища закрепляются на сборочной плите с помощью винтовых прижимов (рис.12).
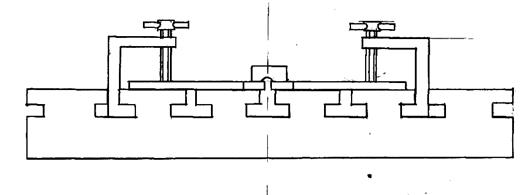
Рис.12. Схема сборки заготовок днищ.
1- сборочно-сварочный стенд; 2- винтовые прижимы; 3- собираемая заготовка;
4- вводные планки; 5- гребешки.
По всей длине собираемого стыка прихватываются гребешки, которые обеспечивают выдержку установленного зазора. После сборки заготовок днища устанавливаются вводные и выводные планки. Далее собранная заготовка подается на сварку.
4.4. Сборка эллиптического днища с корпусом аппарата.
При сборке эллиптических днищ с корпусом сварные швы днищ не должны совпадать с продольными швами корпуса. Расстояние между швами должно быть примерно 3S, но не менее чем на 100 мм.
Сборка эллиптических днищ с корпусом производится на специальной сборочной установке (рис.13. ). Днище укладывается на ложемент и фиксируется при помощи шести удерживающих пневмоцилиндров. При помощи подъемника днище на ложементе поднимается и стыкуется с корпусом. Устанавливается зазор в стыке и превышение кромок при помощи установочных пневмоцилиндров с секционным управлением.
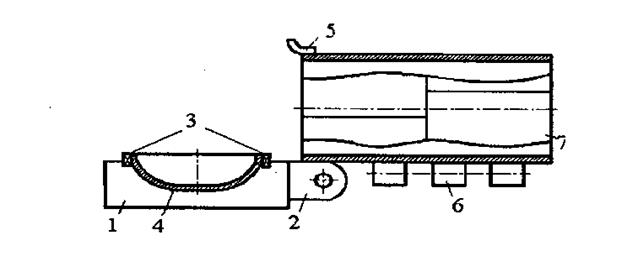 |
1- ложемент для днища; 2-поворотный механизм; 3-пневмоцилиндры; 4-днище, собираемое с корпусом; 5-фиксирующие планки; 6-роликовый стенд;
7-собираемый корпус.
Величина зазора в стыке согласно ГОСТ 8713-79 ![]()
Превышение кромок ![]() но не
более 3 мм.
но не
более 3 мм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.