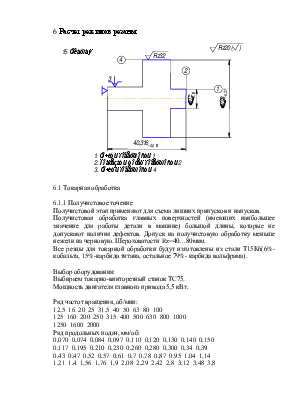









значение для работы детали в машине) большой длины, которые не допускают наличия дефектов. Допуск на получистовую обработку меньше нежели на черновую. Шероховатости Rz=40…80мкм.
Все резцы для токарной обработки будут изготовлены из стали Т15К6(6%-кобальта, 15%-карбида титана, остальное 79%- карбида вольфрама).
Выбор оборудования:
Выбираем токарно-винторезный станок ТС75.
Мощность двигателя главного привода 5,5 кВт.
Ряд частот вращения, об/мин:
12,5 16 20 25 31,5 40 50 63 80 100
125 160 200 250 315 400 500 630 800 1000
1250 1600 2000
Ряд продольных подач, мм/об:
0,070 0,074 0,084 0,097 0,110 0,120 0,130 0,140 0,150
0,117 0,195 0,210 0,230 0,260 0,280 0,300 0,34 0,39
0,43 0,47 0,52 0,57 0,61 0,7 0,78 0,87 0,95 1,04 1,14
1,21 1,4 1,56 1,76 1,9 2,08 2,29 2,42 2,8 3,12 3,48 3,8
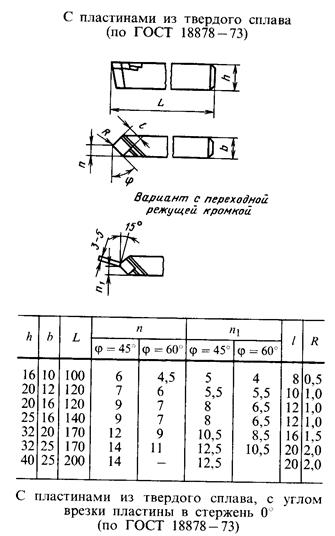
Поверхность 4 14 Rz=32 t=1,7мм
1. Поправочный коэффициент, учитывающий влияние физико-механических свойств на скорость резания:
КГ=0,8;; nv=1 [2, табл.2, с.262]
2. Расчётная подача:
По формуле Чебышева:
![]()
[10, Т. 2.5, с.32 ]
Принимаем Sпр=0,52 мм/об.
3. Расчётная скорость резания:
Cv=350; К=0,15; y=0,35; m=0,2 [1, табл.17, с.269]
T=60 мин
KφV=1,0; Кφ1v=0,94 [1, табл.18, с.271]

Расчётная частота вращения шпинделя станка:

Принимаем nпр=1600 об/мин.
4. Фактическая скорость резания:

5. Основное время обработки:
![]()
8. Определение сил резания:
![]()
Значения коэффициентов и показателей степени
Для резца с углом в плане 450 [1, табл.23, с.275]:
|
Сила\Коэффициент |
Kφp |
Kγp |
Kλp |
|
Pz |
1,0 |
1,0 |
1,0 |
Значения коэффициента Сv и показателей степени [1, табл.22, с.273]
|
Составляющая сила |
Сp |
x |
y |
z |
|
Pz |
300 |
1,0 |
0,75 |
-0,15 |
![]()
9. Эффективная мощность резания:

6.1.2 Поверхность 1 8 Rz=20 t=1мм
1. Поправочный коэффициент, учитывающий влияние физико-механических свойств на скорость резания:

КГ=1,0; nv=1 [2, табл.2, с.262]
2. Расчётная подача:
По формуле Чебышева:
![]()
[10, Т. 2.5, с.32 ]
Принимаем Sпр=0,4 мм/об.
3. Расчётная скорость резания:
Cv=350; x=0,15; y=0,35; m=0,2 [1, табл.17, с.269]
T=60 мин
![]()
KφV=0,7; Кφ1v=1,0 [1, табл.18, с.271]

Расчётная частота вращения шпинделя станка:

Принимаем nпр=1600 об/мин.
4. Фактическая скорость резания:

5. Основное время обработки:
![]()
8. Определение сил резания:
![]()
Значения коэффициентов и показателей степени
Для резца с углом в плане 900 [1, табл.23, с.275]:
|
Сила\Коэффициент |
Kφp |
Kγp |
Kλp |
|
Pz |
0,89 |
1,0 |
1,0 |
Значения коэффициента Сv и показателей степени [1, табл.22, с.273]
|
Составляющая сила |
Сp |
x |
y |
z |
|
Pz |
300 |
1,0 |
0,75 |
-0,15 |
![]()
9. Эффективная мощность резания:

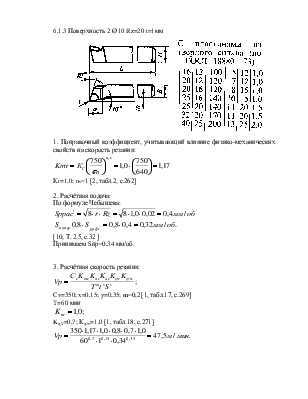
6.1.3 Поверхность 2 Ø 10 Rz=20 t=1мм
1. Поправочный коэффициент, учитывающий влияние физико-механических свойств на скорость резания:
КГ=1,0; nv=1 [2, табл.2, с.262]
2. Расчётная подача:
По формуле Чебышева:
![]()
![]()
[10, Т. 2.5, с.32 ]
Принимаем Sпр=0,34 мм/об.
3. Расчётная скорость резания:
Cv=350; x=0,15; y=0,35; m=0,2 [1, табл.17, с.269]
T=60 мин
![]()
KφV=0,7; Кφ1v=1,0 [1, табл.18, с.271]

Расчётная частота вращения шпинделя станка:

Принимаем nпр=1600 об/мин.
4. Фактическая скорость резания:
5. Основное время обработки:
![]()
8. Определение сил резания:
![]()
Значения коэффициентов и показателей степени
Для резца отогнутого [1, табл.23, с.275]:
|
Сила\Коэффициент |
Kφp |
Kγp |
Kλp |
|
Pz |
0,89 |
1,0 |
1,0 |
Значения коэффициента Сv и показателей степени [1, табл.22, с.273]
|
Составляющая сила |
Сp |
x |
y |
z |
|
Pz |
408 |
0,72 |
0,8 |
0 |
![]()
9.Эффективная мощность резания:

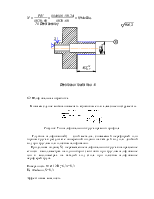
6.2 Шлифовальная обработка
В нашем случие можна применять абразивные или алмазные инструменты.
Рисунок Тип шлифовального круга прямого профиля
Глубина шлифования(t) – слой металла, снимаемый перефирией или торцом круга в результате поперечной подачи на каждый ход или двойной ход при круглом или плоском шлифовании.
Продольная подача(S )- перемещение шлифовального круга в направление его оси в миллиметрах на один оборот заготовки при круглом шлифование или в миллиметрах на каждый ход стола при плоском шлифование периферей круга.
Поверхность 10 Ø 12 Rz=6,3 t=0,3
Uз=40м/мин, S=0,3.
Эффективная мощность
![]()
Значение коэффициента ![]() и показатели степеней в формулах
приведены в таблице 56 на странице 303.
и показатели степеней в формулах
приведены в таблице 56 на странице 303.
![]()
![]()
![]()
![]()
![]()
![]()
По данным расчётам можна выбрать шлифовальный станок. В нашем случие мы применяем бесцентрово - шлифовальный полуавтоматический станок 3Д180, который удовлетворяет всем предявляемым к нему требованиям с нашей стороны.
6.3 Протяжная
ГОСТ по которому
выполняется протяжная операция предназначен для обработки отверстий с полями
допусков H7,H8,H9. Параметр шероховатости обработанной поверхности Rz=3,2![]() 10
мкм.
10
мкм.
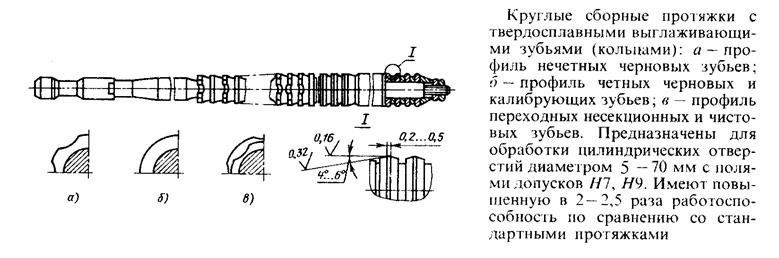
Рисунок Типичная протяжка для внутреннего протягивания
Элементами резанияпри протягивании являются периметр резания
![]() наибольшая суммарная длина лезвий всех
одновременно режущих зубьев, мм, подача на один зуб
наибольшая суммарная длина лезвий всех
одновременно режущих зубьев, мм, подача на один зуб ![]() , мм,
и скорость резания
, мм,
и скорость резания ![]() , м/мин.
, м/мин.
Периметр резаниязависит от формы и размеров обрабатываемой поверхности и схемы
резания и определяется уравнением  , где
, где ![]() - периметр резания, мм,
равный длине обрабатываемого контура заготовки или больше ее на величину
- периметр резания, мм,
равный длине обрабатываемого контура заготовки или больше ее на величину  при наклонном расположении зубьев под углом
при наклонном расположении зубьев под углом
![]() ;
;![]() — число
зубьев в секции протяжки при прогрессивной схеме резания (при профильной или
генераторной схемах резания
— число
зубьев в секции протяжки при прогрессивной схеме резания (при профильной или
генераторной схемах резания ![]() =1);
=1); ![]() — наибольшее число
одновременно режущих зубьев, определяемое из выражения
— наибольшее число
одновременно режущих зубьев, определяемое из выражения  ,
где
,
где ![]() — длина обрабатываемой поверхности, мм (за
вычетом пазов или выточек, если таковые имеются);
— длина обрабатываемой поверхности, мм (за
вычетом пазов или выточек, если таковые имеются); ![]() —
шаг режущих зубьев, мм. Вычисленное значение
—
шаг режущих зубьев, мм. Вычисленное значение ![]() округляют
до ближайшего целого числа.
округляют
до ближайшего целого числа.
Подача при
протягивании ![]() - размерный перепад между
соседними режущими зубьями протяжки - является элементом конструкции протяжки.
- размерный перепад между
соседними режущими зубьями протяжки - является элементом конструкции протяжки.
Скорость резания, определяемую требованиями к точности обработки и араметрам шероховатости обработанной поверхности, выбирают по табл. 52 на странице 299 в зависимости от группы скорости, устанавливаемой
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.