Після завершення всіх технологічних операцій проводять приймальний контроль готової продукції. За результатами п р и й м а л ь н о г о к о н т р о л ю приймається рішення про її придатність до поставки або використання /ГОСТ 16504-81/.
Залежно від міри охоплення продукції перевіркою вхідний, операційний та приймальний контроль може буди суцільним або вибірковим. Суцільний контроль виключає відправлення споживачеві продукції з дефектами, але в умовах масового і велико серійного виробництва його проведення вимагає значних витрат. Тому економічно вигідно використовувати вибірковий контроль, при якому з кожної контрольованої партії вибирається певна кількість одиниць продукції. Вибірка – вибір чи сукупність вибірок, відібраних для контролю з партії або потоку продукції /ГОСТ 15895-77/. Контрольована партія продукції має виготовлятися за тих же умов, що й інші вироби, інакше вибірка буде неоднорідною, а результати контролю будуть не досить достовірними.
Суцільний контроль застосовується за умовою високих вимог до рівня якості виробів, у яких абсолютно неприпустиме пропускання дефектів у подальше виробництво чи експлуатацію, а вибірковий – для виробів, що мають велику трудомісткість контролю та руйнуються при контролі якості. Безперервний контроль технологічних процесів виконують при їх нестабільності, як правило, автоматичними або напівавтоматичними засобами контролю, а періодичний навпаки, при виробництві, що вже встановилося. Летучий контроль проводиться у спеціальних випадках, визначених у стандартах підприємства.
Статистичні методи дозволяють організовувати економічний вибірковий контроль в усіх типах виробництва: у масовому і крупно серійному – методом великих вибірок /200-250 спостережень/, в серійному - методом малих вибірок. При стабільному, відлагодженому виробництві, як правило, розподіл контрольованого параметра відповідає нормальному закону, що описується двома статистичними характеристиками – математичним очікуванням a та середньоквадратичним відхиленням s. Площа під кривою розподілу у деякому діапазоні значень випадкової величини чисельно дорівнює ймовірності знаходження випадкової величини у цьому діапазоні. При нормальному законі розподілу ймовірність браку f у діапазоні від Тв до Тн визначають за формулою

де Тb Тн - відповідно верхня та нижня межі поля допуску; f - нормована функція Лапласа.
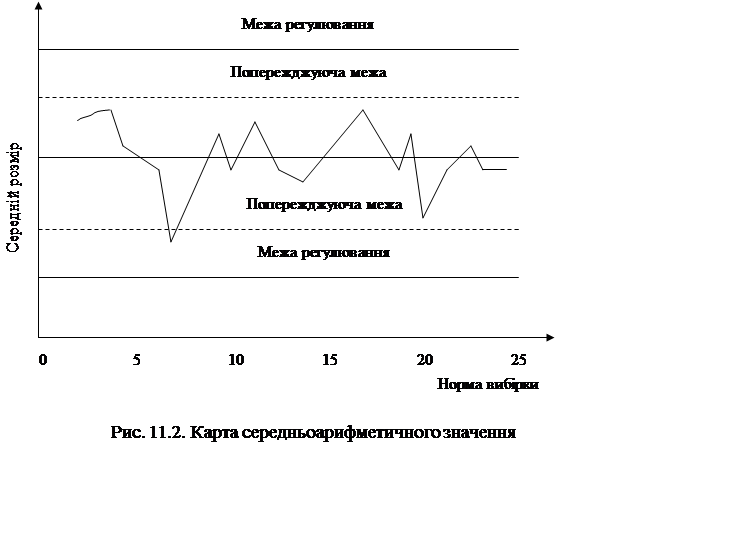
При методі малих вибірок стабільність якості виготовлення продукції перевіряють за миттєвою вибіркою / 3-10 виробів/. Періодичність відбирання вибірок встановлюється емпірично залежно від стійкості процесу та продуктивності обладнання. Для оцінки точності і стабільності процесу будують точнісну діаграму, відкладаючи по осі абсцис номери вибірок, по осі ординат – їх значення та з’єднуючи їх прямими лініями. Таке зображення називається контрольною картою. К о н т р о л ь н а к а р т а – основний інструмент статистичного регулювання якості, являє собою графік або таблицю для систематичного запису даних контролю рівня наладки та точності процесу. Контрольні карти можна будувати за кількісною ознакою, відкладаючи по осі ординат індивідуальні або середньоарифметичні значення вимірюваних параметрів, медіани, розмахи та ін. /ГОСТ 15895-77/, і за альтернативною ознакою – за частиною дефектних виробів або кількістю дефектів у одиниці продукції. На рис. 11.2 зображено найпростішу контрольну карту середньоарифметичних значень. Якщо точка розміщена всередині меж регулювання, то якість обробки задовольняє вимогам, якщо точка виходить за межи регулювання – приймається рішення про налагодження обладнання.
 |
Статистичний приймальний контроль якості продукції /вхідний, вихідний, операційний/ спрямований відбракування партій, засміченість яких дефектною продукцією перевищує рівень, встановлений нормативно-технічною документацією для нормального ходу виробництва.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.