














Санкт-Петербургский Государственный Технологический Институт
(Технический Университет)
__________________________________________________________________________
Факультет экономики и менеджмента
КУРСОВОЙ ПРОЕКТ
по экономике, организации и планированию
химического производства
на тему
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ РАСЧЕТЫ К ПРОЕКТУ
ЦЕХА ПЛАВКИ НОРМАЛЬНОГО ЭЛЕКТРОКОРУНДА
ГОДОВАЯ ПРОИЗВОДСТВЕННАЯ ПРОГРАММА 150 000 ТОНН
Студента Куркина Романа Леонидовича__________
Факультета наукоёмких технологий 596 Группа
Руководитель проекта: Косинская Лидия Владимировна
Студент_______________________________
Санкт-Петербург
2003г
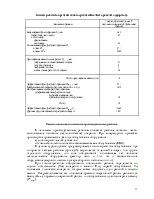
Содержание курсового проекта.
Введение………………………………………………………………………3
1. Организация производства………………………………………………3
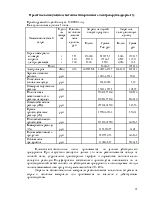
2. Расчет сметной стоимости проектируемого объекта…………………..6
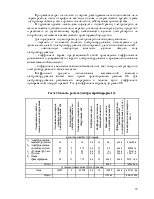
3. Расчет численности работающих………………………………………..9
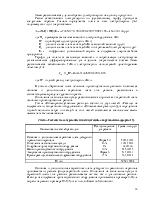
4. Расчет фонда заработной платы………………………………………..15
5. Расчет проектной себестоимости………………………………………20
6. Технико-экономические показатели…………………………………...25
7. Вывод по проекту………………………………………………………..27
Список используемой литературы…………………………………………28
Введение.
Нормальный электрокорунд – самый распространенный искусственный материал. Он применяется для производства абразивного инструмента для черновых работ, также для производства шлифовальной шкурки и микропорошков; используется вне абразивного производства для огнеупорных изделий, а также для приготовления синтетических шлаков черной металлургии.
Получение нормального электрокорунда в промышленности производится путем восстановительной плавки природного глиноземсодержащего сырья (глинозем – Al2O3) в дуговой электропечи.
Во всем мире нормальный электрокорунд получают способом «на блок». Это такой способ, при котором в электропечи постепенно наплавляют в блок нормального электрокорунда массой от 15 до 20 тонн. Затем печь отключают, расплав корунда охлаждается и кристаллизуется в печи.
В России его получают способом «на выпуск». Это такая плавка, при которой печь работает непрерывно, а расплав корунда периодически сливается из печи в изложницы. От 10 до 25 тонн за один слив.
Мощность печей плавки «на блок» ограничена 4,5 МВА, а «на выпуск» достигает 24 МВА, следовательно «на выпуск» производительнее.
В настоящее время способом «на выпуск» плавят 90%, а «на блок» около 10%, но постоянно «на выпуск» вытесняет «на блок».
1. Организация производства.
Шихта для плавки нормального электрокорунда составляется на основе бокситного агломерата, углеродного восстановителя и железной и чугунной стружки.
Розжиг печи производится один раз, после чего печь работает долгое время в непрерывно-периодическом режиме (до нескольких месяцев) и подача электрического тока на электроды производится непрерывно, а шихты периодически.
Первые 2-3 часа плавки в печь постепенно малыми порциями подается вся необходимая шихта. Идет процесс плавки, на который уходит 6-7 часов.
После наплавления определенного количества расплава, его сливают из печи в изложницу через леточное отверстие.
После слива расплава электрокорунда в изложницу, эта изложница стоит у печи в течение часа, а затем по рельсам отвозится на эстакаду, где остывает в течение 12 часов. Затем его еще 8-10 часов поливают водой из шланга до приемлемой температуры. Охлажденный слиток отправляется на копровое устройство, где его разбивают стальной бабой и получают куски электрокорунда, которые отправляют на дальнейший технологический передел: дробление и рассев.
В связи с особенностью работы печи и условиями ее эксплуатации, работа цеха производства нормального электрокорунда осуществляется в непрерывном режиме. Работа цеха не может быть прервана в любое время без ущерба
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.