


3 Подробное описание технологического процесса
3.1 Технологическая схема получения готовой продукции
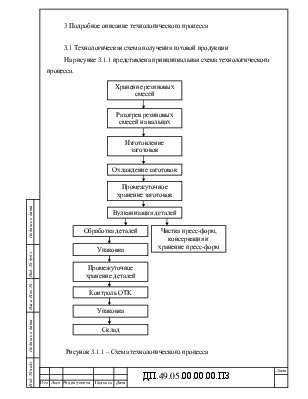
На рисунке 3.1.1 представлена принципиальная схема технологического процесса.
 |
|
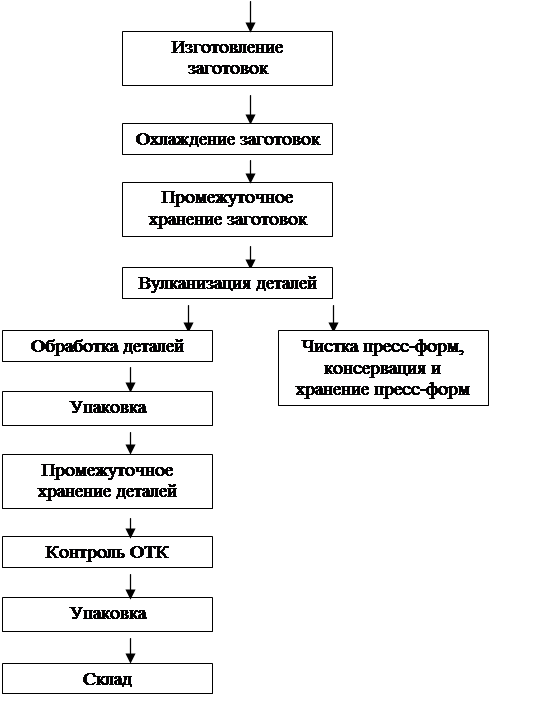 |
Рисунок 3.1.1 – Схема технологического процесса
3.2 Описание технологического процесса
3.2.1 Хранение резиновых смесей
Резиновые смеси изготовленные в подготовительном цехе, поступают на промежуточный склад хранения резиновых смесей в виде листов или лент шириной и толщиной согласно технологическому регламенту на производство конкретной марки резиновой смеси, уложенными на металлические или деревянные поддоны или на катушках.
Каждая закладка резиновой смеси сопровождается паспортом качества и маршрутным листом в соответствии с ТР 57-015-2005.
В производственном цехе приёмку резиновой смеси осуществляет приёмщик сырья, регистрирует её поступление в журнале с указанием марки, количества резиновой смеси, поступившей и выданный для изготовления заготовок или непосредственно прессовщику. Резиновая смесь в производственном цехе хранится на складе промежуточного хранения или в специально отведённом для этого месте.
Срок хранения резиновых смесей согласно технологическим регламентам на производство конкретной марки.
3.2.2 Разогрев резиновой смеси на вальцах
Разогрев резиновых смесей производят на подогревательных вальцах ПД 1500 или на вальцах СМ-1500 (цех 219).
Равномерный разогрев обеспечивается многократным пропуском резиновой смеси через зазор валков с подрезанием смеси по краям валков ножом. Режим разогрева резиновой смеси указывается в технологической карте на каждую деталь.
3.2.3 Изготовление заготовок
Изготовление заготовок на предформователе «Барвелл»
Изготовление резиновых заготовок производят на предформователе «Барвелл А2» или «Барвелл С3».
Перед изготовлением заготовок вальцовщик бросает на вальцы «голову» резиновой смеси, оставшуюся от предыдущего шприцевания и разогревает с добав-
лением резиновой до необходимой массы загрузки.
«Головы» резиновой смеси, непригодные для повторного использования, направляются в цех 211 для переработки в крошку как отходы подвулканизованной резиновой смеси.
Подогретую резиновую смесь в виде «кукол» (рулонов), загружают в камеру предформователя, предварительно обработанную эмульсией КЭ 57-70, разбавленной водой в соотношении 1:10. В камере резиновая смесь подвергается сжатию и затем выдавливается через профилирующую шайбу или шайбу и дорн, в виде различных профилей, которые разрезаются синхронно вращающимся ножом. Тип и массу заготовки, размер фильеры, способ охлаждения, при необходимости укладку и хранение заготовок указывают в технологической карте. После резки заготовки, для предупреждения их слипания, охлаждают в ванне с антиадгезивным раствором АР57-11А-2 или АР 57-С-215, или в воде, или мыльном растворе, или воздушным способом, что оговаривается технологической картой. Растворы АР57-11А-2, АР 57-С-215 и мыльный раствор предварительно разбавляют водой, для чего в ванну охлаждения на 1 кг раствора вводят 40 л воды (до отметки). Два раза в смену производят корректировку раствора, добавляя мерной кружкой около 200 грамм раствора. Слой антиадгезивного раствора на заготовках должен быть ровным, без сгустков.
Во избежание деформации и слипания заготовок производят их укладку. Необходимость в данной операции и способ сортировки указывается в технологической карте на деталь.
Приготовление антиадгезивного раствора АР-57-11А-2, АР 57-С-215 производится в цехе 217 в соответствии с рецептурной картой.
Заготовки в процессе изготовления подвергают периодическому контролю. На каждую партию заготовок выписывают маршрутный лист.
Заготовки вручную снимают с движущего ленточного транспортёра и укладывают на стеллажи. Каждый стеллаж с заготовками до их использования сопровождают паспортом на резиновую смесь.
«Головы» резиновой смеси, непригодные для повторного использования, направляются в цех 211 для переработки в крошку как отходы подвулканизованной резиновой смеси.
3.2.4 Хранение заготовок
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.