l2=0.261м
l0=1.114м
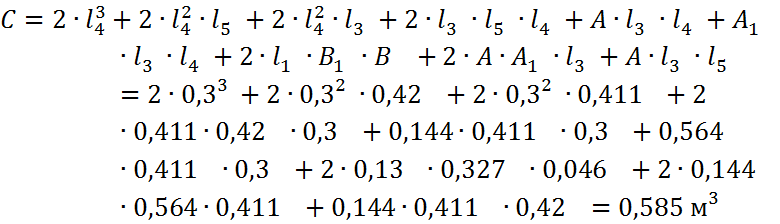
l4=0.3м
l1=0.13м
l3=0.411м
ln=0.808м
J1=0.097·10-3м4 момент инерции сечения коренной шейки коленчатого вала
J2=0.0255·10-3 м4 момент инерции сечения щеки кривошипа коленчатого вала
J3=0.08·10-3 м4 момент инерции шатунной шейки коленчатого вала
P=12000Н вес маховика
E=2.1·102Па-модуль упругости
δ0=±0.10мм
φ0=±0.15мм/м
r=0.24м-радиус кривошипа коленчатного вала
d=0.21м-диаметр коренной шейки коленчатного вала
Тяжелый маховик вызывает расклеп кормового кривошипа, что не позволяет отцентровать ДВС по валопроводу. Для устранения расклепа устанавливают подставку под маховик. Либо прикладывают силу равную весу к вертикальной оси маховика.
Изменение расстояния между щеками кривошипа по оси коленчатого вала
![]()
![]()

где
![]()
![]()
![]()
![]()
Составляющая расклепа на кормовом кривошипе, вызванная действием веса маховика

Расчет допусков на центровку ДВС с валопроводом в зависимости от расклепа в кормовом кривошипе коленчатого вала

где ![]() ,
, ![]()

 0,048
0,048![]()



где
![]()
![]()



Поправка на смещение осей δ, мм
![]()

Поправка на излом осей φ`, мм

Допускаемое значение смещения
![]()
Допускаемый излом
![]()
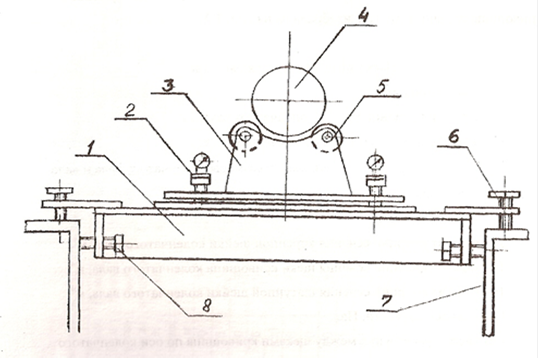
Приспособление для устранения валяния веса маховика .Рис.9
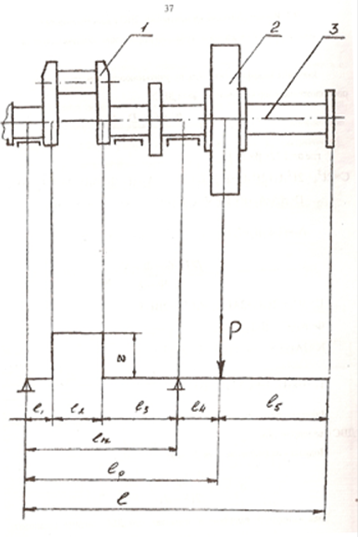
Расчетная схема коленчатого вала .Рис.10
VI.Типовые технологические процессы монтажа судового механического оборудования
Исходные данные. Вариант №4
Монтаж циркулярного насоса. №8.4
|
№ |
Наименование и содержание операции. |
Технологические требования. |
Оборудование, приспособления, инструмент. |
|
000 |
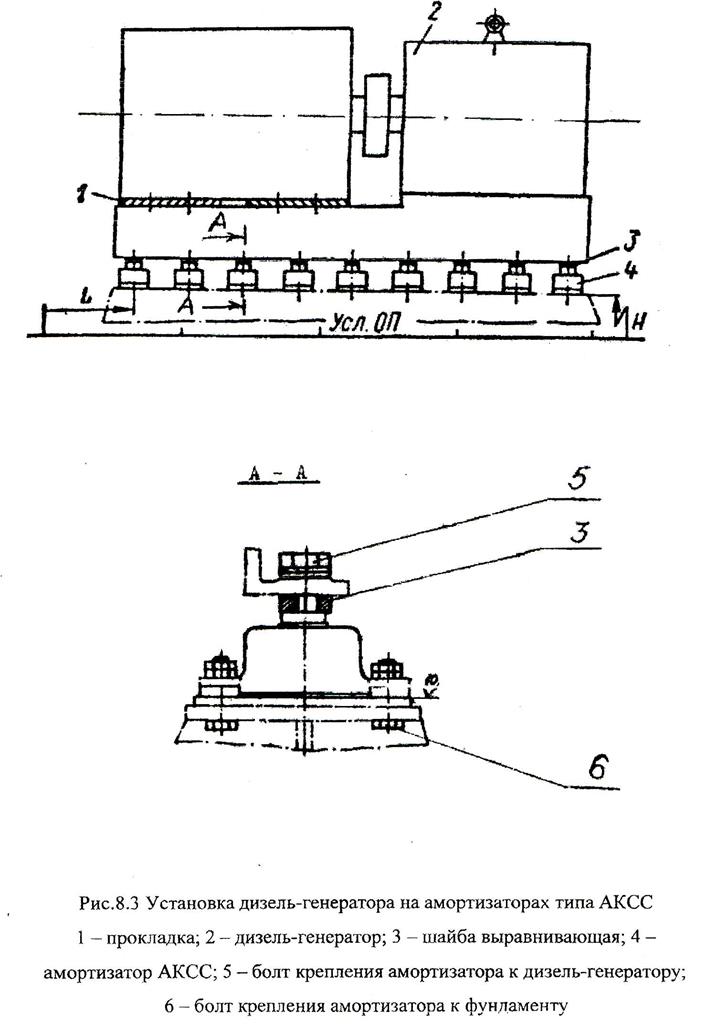
Подготовка монтажных баз 1.Очистить фундамент от ржавчины и загрязнений (рис.8.5) 2.Проверить визуально наличие осевых рисок на фундаменте и раме насоса 3.Сверлить по шаблону отверстия в фундаменте 4.Подготовить и нанести на фундамент прокладку из пластмассы |
Зачистить опорные полки фундамента до металлического блеска Риски должны быть на фундаменте и раме насоса Шаблон ориентировать по осевым рискам фундамента Толщина слоя пластмассы 15-20 мм |
Машина шлифовальная Шаблон, станок сверлильный с эл-магн. напылением Ванна, лопатка деревянная, рейки деревянные |
|
005 |
Погрузка 1.Погрузить насос на фундамент |
Стропить за приливы на эл.двиг. |
Кран, тали, стропы, рамы технологические |
|
010 |
Базирование насоса 1. Совместить отверстия в раме насоса и фундамента 2. Установит насос вертикально |
Насос ориентировать по отверстиям фундамента Отклонение от вертикальности не более 3 мм на высоту насоса |
Технологические направляющие Отвес, метр, ключ гаечный |
|
015 |
Крепление насоса 1.Затянуть фунд. болты до получения штатной толщины пластмассовой прокладки 2.Подрезать отверстия под головки болтов и гайки 3. Затянуть фунд. боты окончательно после отверждения пластмассы 4. Заземлить насос |
В соотв. с рабочим чертежом Глубина подрезания менее 1мм, шероховатость подрезанной поверхности Rz 80 Щуп 0,05 мм не должен проходить под головки и гайки болтов Контактные поверхности зачистить до металлического блеска |
Ключ гаечный, штангенциркуль Приспособления для подрезания, зенковка, машина сверлильная Ключ гаечный, щуп Шлифовальная машина, банка, электрод 3мм, ключ гаечный |
|
020 |
Контрольная. 1.Проверить вертикальность насоса 2.Проверить толщину слоя пластмассовой прокладки 3.Проверить узлы, крепления и заземления насоса |
Отклонение от вертикальности не более 3 мм на высоту насоса Согласно рабочему чертежу Щуп 0,05мм не должен проходить под головки болтов и гайки |
Отвес, метр Штангенциркуль Щуп |
Список источников
1. Основы технологии изготовления, монтажа и испытаний судовых энергетических установок: Методические указания к курсовой работе / В. В. Гаврилов, Н. М. Вихров. –СПб СПГУВК, 2007. -55 с.
2. Справочник технолога механо-сборочного цеха судоремонтного завода / Блинов И.С. – изд. «Транспорт», 1969г. - 680 с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.