контролируемого валика, представленного на чертеже (рисунке 7), по стандарту ГОСТ 24643—81 определить допуск формы цилиндрической поверхности и допуски радиального биения, сравнить их с результатами измерений и дать заключение о годности детали.
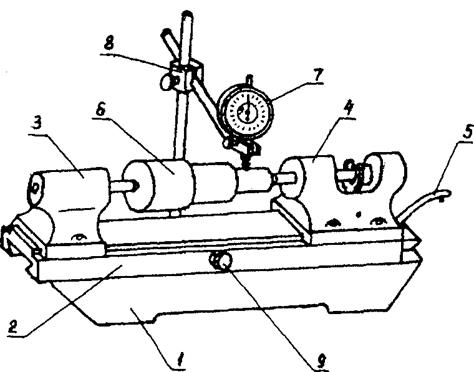
Рисунок 5
Индикаторный базовый прибор - (ИБП) предназначен для относительных измерений наружных цилиндрических поверхностей деталей типа валов. ИБП, представленный на рисунке 5, состоит из станины 1; подвижных салазок 2, на которых жестко крепятся бабка 3 с неподвижным центром и бабка 4 с подвижным центром; рычага 5, которым отводят подвижный центр при установке контролируемой детали 6, измерительной головки (или индикатора) часового типа 7; стойки 8 для крепления и регулировки положения индикатора; винта 9 для фиксации положения салазок на станине.
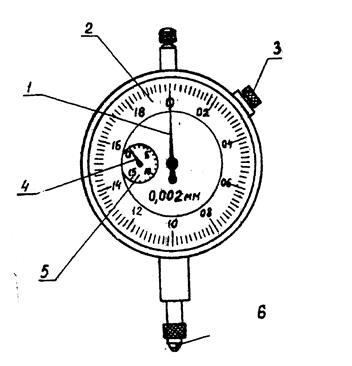
Рисунок 6
Измерительная головка (индикатор часового типа «Калибр» (рисунок 6)предназначена для относительных измерений наружных размеров, отклонений формы и расположения поверхностей. На лицевой стороне циферблата измерительной головки имеются: большая стрелка 1 над оцифрованной круговой шкалой 2, имеющей 100 делений с ценой деления 0,002 мм, и малая стрелка 4 над отсчетной малой шкалой 5, по которой отсчитывают целые обороты большой стрелки 1. Малая шкала 5 имеет 15 делений с ценой деления 0,2 мм. Перемещение измерительного стержня 6 на 0,2 мм вызывает поворот большой стрелки 1 на 100 делений (один полный оборот), а малой стрелки 4 на одно деление. Шкала 2 измерительной головки вместе с ободком при установке шкалы на нулевое деление поворачивается относительно большой стрелки 1 и фиксируется стопором 3.
Краткая метрологическая характеристика измерительной головки (индикатора) часового типа «Калибр»:
· предел измерений— 0—3 мм;
· предел измерений (по круговой шкале)—0—0,2 мм;
· цена деления (по круговой шкале)— 0,002мм;
· погрешность измерения — ± 3 мкм;
Индикаторный базовый прибор ИБП имеет:
· предел измерений по длине — 0—250мм;
· предел измерений по диаметру — 0—200мм.
4 Порядок выполнения работы
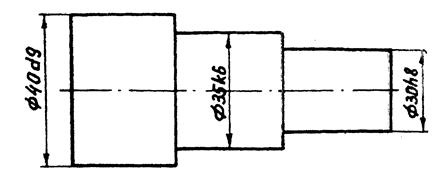
Рисунок 7 - Контролируемый ступенчатый вал
1 Нажать рычаг 5, которым отводится центр 4 и установить деталь 6 (рисунок 7) в центрах 3 и 4, отпустив при этом рычаг 5 (рисунок 5).
2 Расположить измерительный наконечник индикатора 7 примерно по оси детали над контролируемой шейкой и с помощью стойки 8, перемещая индикатор и вертикальном направлении, коснуться контролируемой поверхности и добиться натяга 0,4 мм (два оборота большой стрелки).
3 Поворачивая шкалу 2 (рисунок 6) за ободок, предварительно освободив стопорный винт 3, установить нулевое деление шкалы против большой стрелки 1 и зафиксировать ободок стопорным винтом 3.
4 Медленно вращая деталь в
центрах, определить наибольшее ![]() и наименьшее
и наименьшее ![]() отклонения по индикатору с учетом знака за
один полный оборот детали.
отклонения по индикатору с учетом знака за
один полный оборот детали.
5 Повторить измерения в трех различных поперечных сечениях
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.


