
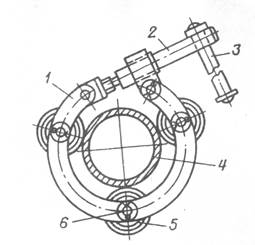
 Центратор
типа ПЦТІІ складається з двох спарених і шарнірно сполучених між собою
напівкілець 1 (мал. 3.8) і регулювального гвинта 2 з
комірчиком 3. На осях 6 є робочі ролики 5 для центрування
Центратор
типа ПЦТІІ складається з двох спарених і шарнірно сполучених між собою
напівкілець 1 (мал. 3.8) і регулювального гвинта 2 з
комірчиком 3. На осях 6 є робочі ролики 5 для центрування
труби 4 діаметром 89 мм; для труб діаметром 108 і 114 мм на вісь 6 насаджуються відповідні змінні робочі ролики, які входять в комплект виробу.
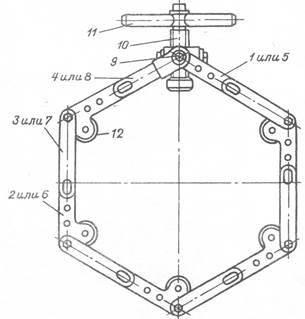 Центратор
типом ПЦТН є два багатосекційні хомути, сполучені між собою роликами. Центратор
має змінні елементи: крюк, крайня ланка і п'ять секцій. Крайня ланка 1 (мал. 3.9), змінні ланки секції 2 і 3, крюк
замикаючий 4 призначені для центрівки труб діаметром 159, 219 і 273 мм, а відповідні деталі 5, 6,7, 8 - для труб діаметром 325, 426 і 530 мм. Крайня ланка 1 або 5 і замикаючий крюк 4 або 8 надягають на болт 9, який при обертанні
комірчика 11 рухається по наполегливому гвинту 10, при цьому ролики 12
віджимають кінці центрованих труб. Ланки 3 або 7 мають додаткові отвори,
розсовуючи їх щодо один одного і сполучаючи з ланками 2 або 6 по відповідних
отворах, дістають можливість центрувати труби відповідного діаметру.
Центратор
типом ПЦТН є два багатосекційні хомути, сполучені між собою роликами. Центратор
має змінні елементи: крюк, крайня ланка і п'ять секцій. Крайня ланка 1 (мал. 3.9), змінні ланки секції 2 і 3, крюк
замикаючий 4 призначені для центрівки труб діаметром 159, 219 і 273 мм, а відповідні деталі 5, 6,7, 8 - для труб діаметром 325, 426 і 530 мм. Крайня ланка 1 або 5 і замикаючий крюк 4 або 8 надягають на болт 9, який при обертанні
комірчика 11 рухається по наполегливому гвинту 10, при цьому ролики 12
віджимають кінці центрованих труб. Ланки 3 або 7 мають додаткові отвори,
розсовуючи їх щодо один одного і сполучаючи з ланками 2 або 6 по відповідних
отворах, дістають можливість центрувати труби відповідного діаметру.
Конструкція центраторів обох типів гранично проста, їх може виготовити будь-яка ремонтна майстерня. За допомогою центраторів не тільки виробляється центровка труб, але і виправляється їх елліпсність, що дозволяє забезпечувати зсув кромок, що допускається.
Зцентровані труби фіксуються прихватками. Прихватки виконуються із застосуванням тих же матеріалів (електродів, зварювального дроту), що і для основного шва, тими ж зварювачами, які будуть
варитимуть основний шов. На поворотних стиках довжина прихваток повинна бути 30-40, на неповоротних - 50-60 мм. Висота прихваток повинна складати 40-50% товщини стінки. Прихватки ретельно очищають від шлаку і оглядають. За наявності дефектів прихватки повинні бути виплавлені або вирубані і накладені знов. Необхідне число прихваток визначається залежно від діаметру труб. Нижче приведене рекомендоване число прихваток, шт.:
Діаметр умовного проходу труб, мм
До 100............... 2
Понад 100 до 200.......... 3
« 200 до 400.......... 4
« 400............ Через кожні
300 мм
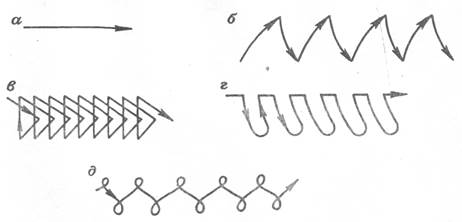
Мал. З.10. Способи зварки електродуги.
а - прямокутний рух електроду без поперечних коливанні; б - рухи електроду, використовувані для збільшення ширини шва; у - рухи електроду, сприяючі посиленому прогріванню кромок і коріння шва; г - рухи електроду, забезпечуючі посилений прогрів обох кромок; д - петлеподібні рухи, сприяючі хорошому прогріванню кромок.
Технологія виконання зварних з'єднань при ручній дуговій зварці обумовлюється краплинним перенесенням в електричній дузі розплавленого металу електроду.
В даний час при виконанні зварних з'єднань в різних просторових положеннях вироблені особливі прийоми, що полягають в найраціональніших переміщеннях електроду вздовж і поперек зварюваного шва (мал. 3.10). Так, наприклад, при зварці металу завтовшки до 2 мм, підварку дефектів або накладення першого шару багатошарового шва виконують прямолінійний рух електроду (без поперечних коливань) уздовж зварюваного шва (мал. 3.10 а); при зварці в нижньому положенні, коли шов виконується без оброблення кромок, зварювач виробляє рух електроду, показаний на мал. 3.10, би. При зварці стикових з'єднань з скосом двох кромок і кутових з'єднань в нижньому і у вертикальному положеннях зварювач виробляє рухи електроду, показані на мал. 3.10, в; при зварці кутових швів для забезпечення посиленого прогрівання обох кромок - рух, показаний на рис, 3.10, г; при зварці стикових швів, виконуваних за один прохід, використовують петлеподібні рухи електроду (мал. 3.10, а).
Зварка труб в ланки і батоги має свої особливості. Тут необхідно дотримувати наступну технологію. Перед зваркою поворотних стиків коло грубі розмічається на чотири рівні частини (мал. 3.11). Перший шар зварного шва виконується таким чином: спочатку зварюють ділянку А б від до верху низу, потім зварювач повинен перейти на іншу сторону труби і заварити ділянку ГВ і т. д., поки не будуть зварені ці дві ділянки першого шару на всіх стиках. Після цього батіг повертають на 90''. Зварювач, рухаючись від останнього стику до першого, повинен послідовно заварити ділянки ГА і ВБ на всіх стиках батога (мал. 3.11, а).
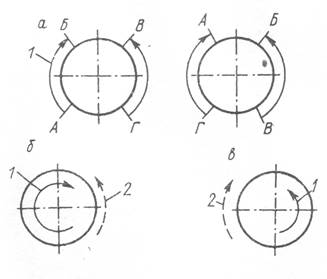
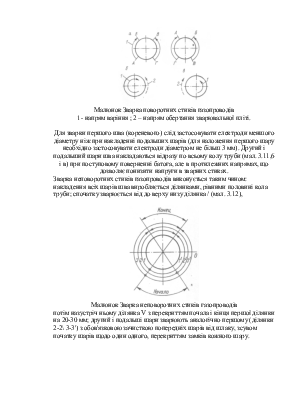
Малюнок Зварка поворотних стиків газопроводів
1- напрям варіння ; 2 – напрям обертання зварювальної пліті.
Для зварки першого шва (кореневого) слід застосовувати електроди меншого діаметру ніж при накладенні подальших шарів (для наложення першого шару необхідно застосовувати електроди діаметром не більш 3 мм). Другий і подальший шари шва накладаються відразу по всьому колу труби (мал. 3.11,6 і в) при поступовому поверненні батога, але в протилежних напрямах, що дозволяє понизити напруги в зварних стиках.
Зварка неповоротних стиків газопроводів виконується таким чином: накладення всіх шарів шва виробляється ділянками, рівними половині кола труби; спочатку зварюється від до верху низу ділянка / (мал. 3.12),
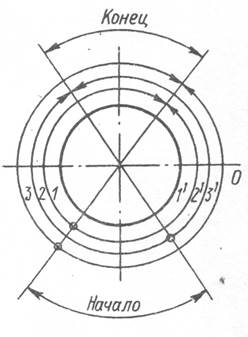
Малюнок Зварка неповоротних стиків газопроводів
потім назустріч ньому ділянка V з перекриттям почала і кінця першої ділянки на 20-30 мм; другий і подальші шари зварюють аналогічно першому (ділянки 2-2\ 3-3') з обов'язковою зачисткою попередніх шарів від шлаку, зсувом початку шарів щодо один одного, перекриттям замків кожного шару.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.