УТВЕРЖДАЮ
Главный инженер
ОАО «Минскпроектмебель»
_____________ К. К. Драгун
«___»___________2002г.
в модернизированном прессе
1. Назначение инструкции.
2. Требования к деталям, поступающим на облицовывание.
2.1 Поверхность щитов и прямолинейных деталей должна быть шлифована и тщательно очищена от пыли.
2.2 Шероховатость поверхности плит пресса должна быть не более 200 мкм по ГОСТ 7016-82.
2.3 Чистовые заготовки должны быть подготовлены в соответствии с требованиями технологического режима РМ 07-08-87 «Набор и ребросклеивание шпона».
2.4 Влажность деталей, поступающих на облицовывание, должна быть 8 ± 2 %.
3. Требования к применяемым материалам.
3.1 Материалы, применяемые для облицовывания, должны соответствовать требованиям таблицы 1.
Таблица 1
|
№ п/п |
Материал |
Наименование ГОСТ или ТУ |
|
1 |
Шпон строганый |
ГОСТ 2977-82 |
|
2 |
Шпон лущеный |
ГОСТ 99-96 |
|
3 |
Карбамидоформальдегидная смола марок: КФ-БЖ, КФ-МТ, КФ-Ж (М) |
ГОСТ 14231-88 |
|
4 |
Отвердитель: аммоний хлористый технический |
ГОСТ 2210-73 |
|
5 |
Плита древесностружечная марок: П-А, П-Б, сорт 1, класс эмиссии формальдегида Е-1 |
ГОСТ 10632-89 |
|
6 |
Клееная фанера |
ГОСТ 3916.1-96 ГОСТ 3916.2-96 |
|
7 |
Плита древесноволокнистая марки Т-С |
ГОСТ 4598-86 |
3.2 Приготовление клея следует производить в соответствии с технологическим режимом РМ 06-10-87 «Приготовление клеев на основе карбамидоформальдегидных смол КФ-БЖ, КФ-Ж (М), КФ-Б, КФ-МТ, М-70, КФ-17, КФ-МХ».
3.3 Количество одновременно приготовляемого клея определяется его потребностью с учетом жизнеспособности.
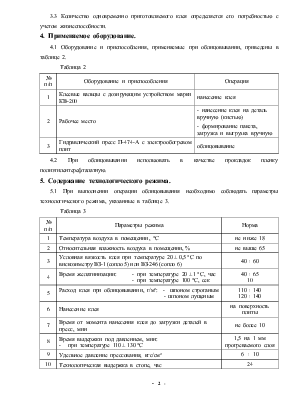
4. Применяемое оборудование.
4.1 Оборудование и приспособления, применяемые при облицовывании, приведены в таблице 2.
Таблица 2
|
№ п/п |
Оборудование и приспособления |
Операция |
|
1 |
Клеевые вальцы с дозирующим устройством марки КВ-200 |
нанесение клея |
|
2 |
Рабочее место |
- нанесение клея на деталь вручную (кистью) - формирование пакета, загрузка и выгрузка вручную |
|
3 |
Гидравлический пресс П-474-А с электрообогревом плит |
облицовывание |
4.2 При облицовывании использовать в качестве прокладок пленку полиэтилентерефталатную.
5. Содержание технологического режима.
5.1 При выполнении операции облицовывания необходимо соблюдать параметры технологического режима, указанные в таблице 3.
Таблица 3
|
№ п/п |
Параметры режима |
Норма |
|
1 |
Температура воздуха в помещении, °С |
не ниже 18 |
|
2 |
Относительная влажность воздуха в помещении, % |
не выше 65 |
|
3 |
Условная вязкость клея при температуре 20 ± 0,5 °С по вискозиметру ВЗ-1 (сопло 5) или ВЗ-246 (сопло 6) |
40 ÷ 60 |
|
4 |
Время желатинизации: - при температуре 20 ± 1 °С, час - при температуре 100 °С, сек |
40 ÷ 65 10 |
|
5 |
Расход клея при облицовывании, г/м²: - шпоном строганым - шпоном лущеным |
110 ÷ 140 120 ÷ 140 |
|
6 |
Нанесение клея |
на поверхность плиты |
|
7 |
Время от момента нанесения клея до загрузки деталей в пресс, мин |
не более 10 |
|
8 |
Время выдержки под давлением, мин: - при температуре 110 ± 130 °С |
1,5 на 1 мм прогреваемого слоя |
|
9 |
Удельное давление прессования, кгс/см² |
6 ÷ 10 |
|
10 |
Технологическая выдержка в стопе, час |
24 |
5.2 Облицовываемые детали должны быть расположены равномерно от центра плиты (оси движения плунжера). При облицовывании одной детали, она должна находиться под плунжером.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.