Схема организации рабочего места при работе на рейсмусовом станке
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
1 2
3
1-станок
2-для заготовок
3- готовых деталей
III- участок возле прессов
Под №20 расположен станок торцовочный – с шипорезной кареткой ФСШ и под №21 много шпиндельный шипорезный станок ШЛХ-3
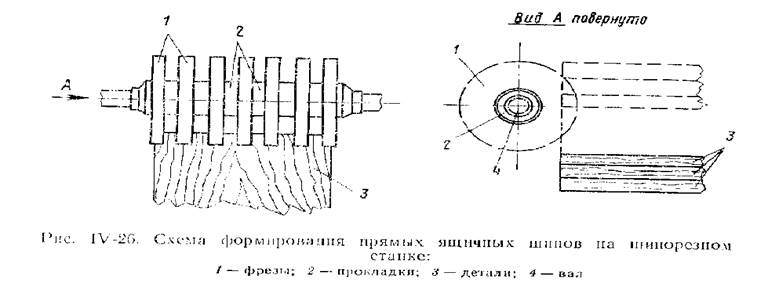
Современные конструкции шипорезных станков имеют наклоняющие рабочие шпиндели, что позволяет производить формирование шипов, расположенных под углом к пласти детали.
Ящичными называются шипы, при помощи которых производится угловое соединение щитовых элементов, образующих коробку (ящик).
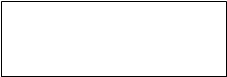
Существуют два вида ящичных шипов: ПРЯМЫЕ и «ЛАСТОЧКИН ХВОСТ».
Схема формирования прямых ящичных шипов на шипорезном станке:
|
|
Шипы ласточкин хвост нарезают на многошпиндельных шипорезных станках с концевыми фрезами, имеющими форму усечённого конуса.
Схема организации рабочего места на ящичного шипорезного станка
![]()

 1
1
![]()
![]()

![]()
![]()
![]()
![]()
![]() 3 2
3 2
1-станок
2-для заготовок
3-для готовых деталей.
На Червенском ДОКе установлены следующие ПРЕССА для облицовывания:
Пресс горячего прессования, десяти пролётный ДА-44-36 ( под №16) и пресс П-713 (№ 24).
Режим при склеивании выбирают в соответствии со свойствами применяемого клея и способа склеивания. Время выдержки под давлением зависит от клея, влажности древесины и температуры пресования.
При склеивании и облицовывании применяют различные клея. КЛЕЙ - специально приготовленный жидкий и пастообразный состав.
Существует следующая номенклатура клеёв для мебельной промышленности:
синтетические
дисперсионные на основе пласто- и эластомеров
клеи – расплавы
каучуковые
фенолформальдегидные
универсальные
полиэфирные
При облицовывании создаётся облагороженная поверхность и повышается прочность деталей. Процесс облицовывания состоит из следующих операций :
А) подготовка основы
Б) подготовка облицовочного материала
В) наклеивание облицовки на основу
При облицовывании всё время поддерживается температура не ниже 18, относительная влажность не выше 65%. Наибольшее распространение имеет облицовывание в один слой, при этом клей всегда наносится на основу, используя вальцовые станки. На ДОКе применяют клеевые вальцы КВ-9М.
Производительность многопролётных прессов рассчитывается по формуле:
П =(60 К К раб дня ZS) / Tцикла; где
Z – число пролётов
S – площадь плит пресса
Т – время цикла
К – коэф заполнения плит пресса
К раб дня – коэф рабочего дня.
На Червенском ДОКе облицовывание осуществляется натуральным шпоном. Облицовывание шпоном включает следующие операции:
1) раскрой и фугование шпона
2) подбор и формирование облицовок из шпона
3) облицовывание в многопролётных прессах
Все эти операции осуществляются на IV и V участках.
Пачки шпона подбираются по породе, размерам, качеству, цветовому и текстурному рисунку листов. Шпон в пачках раскраивают по намеченным линиям сначала поперёк, а затем вдоль волокон.
Раскрой производят на гильотинных ножницах НГ-18-1 (под № 25). Цифры это длина ножа в дм. Производительность ножниц рассчитывается по формуле:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.