Габаритные размеры станка
(длина*ширина*высота), мм: 1295*945*1700
Масса станка, кг: 1800
Компоновка станка с органами управления представлена на рис.1.
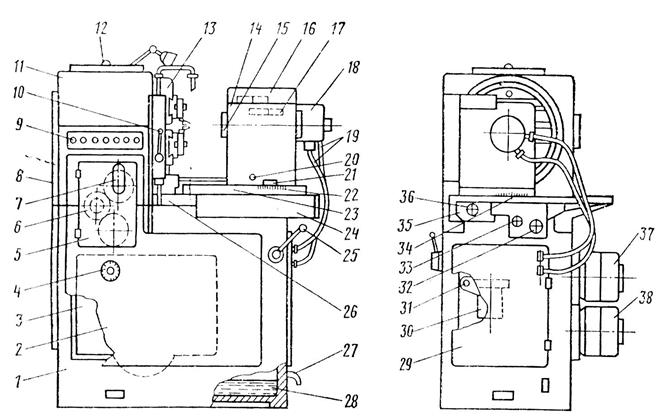
Рис.1 Зубострогальный станок 5П23БП.
Станина 1 в правой верхней части имеет направляющие 26, а к левой верхней части ее крепиться передняя бабка 11, внутри которой размещена люлька 13 с возможностью поворота вокруг своей оси. Справа от передней бабки расположена бабка изделия 14 с возможностью перемещения по отношению к поворотной плите 23. Поворотная плита смонтирована на столе24 и имеет возможность поворачиваться по круговым направляющим относительно стола, который в свою очередь может перемещаться по направляющим 26.
Основание 28 станины служит гидробаком. В передней части ее расположена рукоятка 25 управления отводом стола и зажимом заготовки, а за крышкой 2 расположен реверсивный механизм 3 и счетчик циклов 4. Справа, за дверцей 29 смонтирован механизм подачи 30 стола и
распределительный вал с кулачками управления. Сзади на станине закреплены электродвигатели привода станка 37 и гидравлики 38, рядом расположен шкаф электроаппаратуры. Между станиной 1 и передней бабкой 11, за дверцей 5 расположена гитара обката 6. В дверце 5 имеется отверстие 7 для ключа-рукоятки, которой поворачивают люльку во время наладки станка. В левой части передней бабки 11 за дверцей находится гитара главного движения, а на лицевой части ее расположены пульт управления 9, кран охлаждения 10 и указатель смазки12.
В бабке изделия смонтированы шпиндель 15, предназначенный для установки заготовки, которая закрепляется гидрозажимом 18 (масло подается через шланги 19). В верхней части бабки изделия, под крышкой 16 расположена гитара деления 17, а в нижней- имеется вал-шестерня 20 с отверстием под ключ, посредством которой осуществляется наладочная осевая установка бабки изделия на монтажную дистанцию, отсчет дистанции осуществляется по нониусу 21 и шкале 22.
Поворотная плита 23 имеет нониус 34 отсчета угла поворота бабки изделия по шкале, расположенной на столе 24.
В столе смонтирован механизм 35 подачи его на врезание, имеющий лимб 36, механизм комбинированного нарезания зубчатых колес с большим углом делительного конуса с лимбом 32 и механизм смещения стола от исходного положения вперед или назад с лимбом 33.
Электроэнергия к станку подводится через ввод 27 в правой нижней части станины.
Кинематическая схема станка показана на рисунке 2.
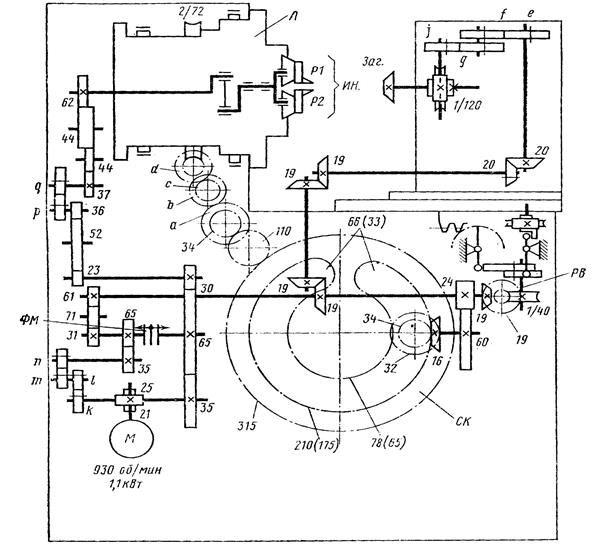
Рис.2 Кинематическая схема станка 5П23БП.
2. Обрабатываемая деталь
Коническое зубчатое колесо (рис.3):
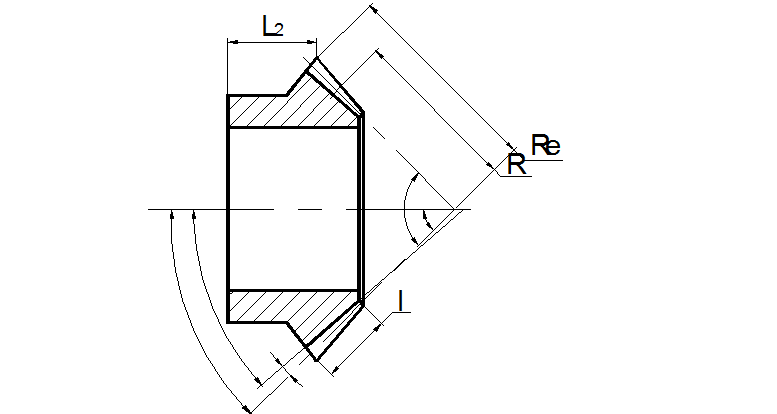
Рис. 3 Обрабатываемая деталь.
По заданным значениям l = 19 мм, модуль m=2 мм, число зубьев z2=24, число зубьев парного колеса z1=49, коэффициент ножки зуба fH =1,25, L2 =25мм, материал заготовки сталь 40X, рассчитаем геометрические параметры нарезаемого конического колеса [4]:
Передаточное отношение: 
Число зубьев плоского колеса: ![]()
Внешнее конусное расстояние: ![]() мм
мм
Среднее конусное расстояние: ![]() мм
мм
Углы делительных конусов: ![]()
Высота ножки зуба: ![]() мм
мм
Угол ножки зуба: 
3. Подбор инструмента и режимов обработки.
Требуется настроить зубострогальный станок модели 5П23БП для нарезания конического колеса.
3.1. Выбираем резец:
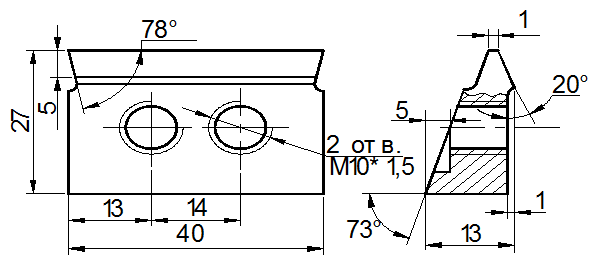 По справочнику [3], выбираем
зубострогальный резец (рис.4) изготовленный из стали, марки Р9К10 с термической
обработкой до твердости HRC 65…66.
По справочнику [3], выбираем
зубострогальный резец (рис.4) изготовленный из стали, марки Р9К10 с термической
обработкой до твердости HRC 65…66.
Рис.4 Зубострогальный резец.
3.2. Определяем необходимую скорость резания:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.