горизонтальных…………………………………………..0,105-1,68
Мощность главного электродвигателя в кВт.........................4,2
2.3 Выбот инструмента:
Для нарезания на зубофрезерном станке цилиндрических косозубых колес
применяют червячные фрезы (рис.3.1). Оновные размеры (мм) червячных фрез выбираем по ГОСТ 9324-80.
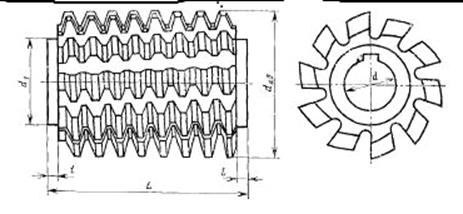
Рис. 2.2. Геометрические параметры фрезы
m = 5,
dа0 = 100 мм,
d = 32 мм,
d1 = 50 мм,
L = 100/140 мм.
3.2.Выбор режимов резания:
S=2.5 мм/об,
V=48 м/мин,
nф= об/мин.
об/мин.
2.1 Кинематическая схема станка изображена на рисунке 2.2.
Кинематическая схема станка изображена на рисунке 2.3
Рис. 2.3. Кинематическая схема станка.
3. Структурный и кинематический анализ станка
Изучив станок составляем компоновочную схему и выявляем движения:
Компоновочная схема станка изображена на рисунке 3.1:
Рисунок 3.1. компоновочная схема.
В1 – вращение фрезы;
В2 – вращение стола с заготовкой;
П3 – перемещение суппорта с фрезой параллельно оси заготовки;
П4 – перемещение стола перпендикулярно оси вращения заготовки;
В5 – разворот суппорта с фрезой.
3.1. Анализ формообразования поверхности
При нарезании на зубофрезерном станке цилиндрических косозубых колес
образующая линия – эвольвента , получается методом обката, направляющая
линия- винтовая, методом касания. (рис.3.1)

Рисунок. 3.1. Профиль зуба и производящие линии
Следовательно, требуется два формообразующих движения: для получения эвольвенты Фv(В1В2), для получения направляющей винтовой Фs(В2П3).
Установочным движением В5 производят разворот фрезы для совмещения витков фрезы с зубом нарезаемого колеса.
Установочным движение П4 осуществляется настройка глубины фрезерования.
Вспомогательным движением П4 осуществляется ускоренный подвод стола с заготовкой в зону резания.
Вспомогательным движение П3 осуществляется ускоренный подвод суппорта с фрезой.
Выявив движения, и изучив, сколько параметров настраивается в каждом из движений, составляем структурную схему станка мод.5Б32(рис.3,2)
Рисунок. 3.2. Структурная схема зубофрезерного станка модели 5Б32.
3.2. Настройка параметров резания
Установочное движение В5.
Установочным движением В5 производят разворот фрезы для совмещения ее витков с зубом нарезаемого колеса. Внутренняя связь движения представлена поворотными направляющими суппорта, а внешняя имеет вид ФМ1-6-L4-K4-7 –В5 (рис.3.2). Скорость движения не настраивается, так как движение осуществляется оператором вручную. Установочное движение отвечает за ширину нарезаемого зуба.
Путь и конечная точка движения определяется углом разворота суппорта фрезы. Методика определения угла и направления разворота фрезы показана на рис.3.3 .Для совмещения витков фрезы с зубом нарезаемого колеса достаточно совместить перпендикуляр С1О1 к виткам фрезы с перпендикуляром СО к зубу колеса.
В общем случае угол поворота суппорта с фрезой δ° равен разности углов наклона зуба колеса β° и подъема витков фрезы ω° при совпадении их направлений (колесо и фреза правые или левые) и сумме, если их направления не совпадают.
![]() ,
,
где угол подъема винтовой линии :
 ,
,
Где m-модуль,
k- количество заходов фрезы,

Так как колесо левое, и фреза тоже левая , следовательно путь будет находиться:
![]()
 Рисунок.
3.3.Схема установки червячной фрезы
Рисунок.
3.3.Схема установки червячной фрезы
Конечная точка, расположенная на расстоянии δ° от нулевого положения, настраивается с высокой точностью.
Движение формообразования Фv(В1В2)
Образующая эвольвента получается методом обката. Метод обката требует сложное формообразующее движение. Этим движением является движение, состоящее из двух простых движений В2 и В3, которые должны быть согласованы между собой.
Движение резания является сложным, с замкнутой траекторией., требует настройки 3 параметров: траекторииF, скорости V м/мин и направления N. Движение обеспечивается кинематической группой, внутренняя связь которой представляет собой кинематическую цепь, связывающую между собой вращение фрезы и заготовки В1-1-4-Σ-F1-2-В2 органами настройки скорости V1 и направления N1.
На
кинематической схеме станка (рис.2.3) внутренняя связь включает кинематическую
цепь: направляющие инструментального шпинделя -  -направляющие
шпинделя заготовки , с органом настройки траектории
-направляющие
шпинделя заготовки , с органом настройки траектории  , а
внешняя связь- кинематическую цепь :
, а
внешняя связь- кинематическую цепь :
Электродвигатель
-  с органом настройки скорости
с органом настройки скорости 
Изменение направления движения осуществляется перестановкой ведущей шестерни А на предыдущий вал.
Траектория движения F1 образуется согласованием параметров элементарных движений В1 и В2. Для обеспечения траектории сложного движения необходимо согласовать входящие в него элементарные движения (ЭД) по пути L (или скорости V ) и по направлению N. Настраивается траектория исполнительных движения (ИД) из условия:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.