Задание
Разработать рабочий чертеж резца для обработки на станке модели 16К20Ф3 детали с обозначенными на ней, для соответствующего варианта, поверхностями. При этом обосновать выбор: типа пластины, марки твердого сплава, сечение резца, метода крепления пластины.
Исходные данные
|
Обозначение поверхностей обработки |
Материал |
Режимы резания |
Характер обработки |
|||
|
Марка |
σ Н/мм2 |
НВ |
t мм |
S мм/об |
||
|
7 |
Чугун СЧ 12-28 |
- |
154 |
5 |
0,43 |
Точение по корке |
Введение
Режущий инструмент является составной частью комплексной автоматизированной системы станка с ЧПУ, обеспечивающий его эффективную эксплуатацию. Наибольшее применение на станках с ЧПУ находят сборные инструменты, оснащаемые сменными многогранными пластинками из твердого сплава, минералокерамики или сверхтвердых материалов.
Использование твердосплавных пластин многогранной формы на токарных резцах обеспечивает преимущества: повышение стойкости на 25…30 % по сравнению с напайными резцами; исключение пайки и заточки инструмента; экономия твердого сплава; возможность использования на одной державке пластин из твердого сплава разных марок; постоянство рабочей высоты при повороте или смене пластины и координат рабочей вершины и режущих кромок относительно опорных поверхностей.
Общий порядок проектирования сборного инструмента со сменными многогранными пластинами:
1. Выбор типоразмера резца.
2. Выбор материала режущей части (пластины).
3. Выбор формы и типа пластины.
4. Выбор геометрических параметров.
5. Расчет параметров установки пластины в державке (корпусе).
6. Выбор типа крепления и базирования режущего элемента (пластины) в корпусе инструмента.
7. Выбор метода крепления инструмента на станке
8. При необходимости расчеты механизма крепления пластины и размеров присоединительной части (державки резца).
9. Определение остальных размеров инструмента, оформление рабочего чертежа и назначение технических требований.
1. Выбор типоразмера резца.
Выбор типоразмера резца является комплексной задачей, тесно связанной со многими факторами обработки и с одновременным выбором основных параметров инструмента. На практике в большинстве случаев задача сводится к назначению стандартного резца с обозначением его по ГОСТ на соответствующий тип резцов и общего условного его обозначения в соответствии с ГОСТ 26475-85 (равнозначно ISO 5608-80 или СТ СЭВ 4598-84). В других случаях, когда стандартные инструменты не удовлетворяют всем требованиям заданных условий обработки, проектируются специальные резцы в порядке, указанном выше.
Режущий инструмент выбирается в зависимости от материала обрабатываемой детали, ее обрабатываемых поверхностей, типа оборудования и т.д.
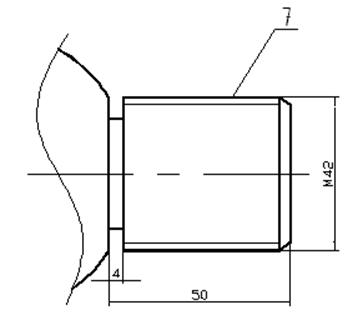
После изучения чертежа детали, станка, определения обрабатываемых поверхностей, выберем резьбовой резец с треугольной пластиной, закрепляемой при помощи прихвата сверху, который позволяет нарезать резьбы с шагом от 2 до 6 мм. Профиль вершины резца обеспечивается заточкой пластины под углом, равным углу профиля резьбы.
Согласно литературе принимаем величину сечения державки х , при длине l = 110 мм.
Обозначение выбранного резца
|
Способ крепления СМП |
Форма СМП |
Вид державки резца |
Задний угол СМП |
Направление резания |
Высота державки |
Ширина державки |
Длина резца |
Длина режущей кромки СМП |
|
M |
Т |
V |
N |
N |
J |
2. Выбор материала режущей части пластинки.
Марку материала режущей части инструмента (пластины) выбираем в зависимости от вида, физико-механических свойств обрабатываемого материала и условии резания в соответствии с ГОСТ 3882 – 74, 26530 – 85, 26630 – 85... Учитывая характер обработки (черновое точение) и материал заготовки (Чугун СЧ 12-28) принимаем материал пластинки BK6M.
3. Выбор формы, типа и геометрических параметров пластины.
Форму и тип пластины выбираем в соответствии с ГОСТом «Пластины сменные многогранные твердосплавные».
Выбираем треугольную пластину с углом при вершине равным 60о, со стружколомающими лунками.
4. Выбор геометрических параметров.
Согласно ГОСТ 24247-90 выбираем пластину твердосплавную с задним углом в a=0°, и передним углом g = 20°,
диаметр вписанной окружности – 6,350 мм;
длина режущей кромки – 11 мм;
величина заднего угла – 0°;
радиус при вершине – 0,4 мм;
толщина пластинки - ¼ толщины державки – 4 мм;
класс допуска - т.к. это точение по корке то принимаем допуск - 1 U.
Обозначение СПМ
|
Форма пластины |
Величина заднего угла |
Класс допуска |
Конструктивные особенности |
Длина режущей кромки |
Толщина пластины |
Радиус при вершине |
|
01 |
1 |
1 |
5 |
04 |
4 |
|
|
Т |
N |
U |
G |
5. Выбор параметров установки пластин в державке.
Согласно рекомендациям методической литературы для обработки серого чугуна должны выдерживаться следующие геометрические параметры инструмента передний угол g»12° и задний угол a»6°. Соответственно пластинка должна располагаться в державке под углом в 15° по отношению основной плоскости.
6. Выбор типа крепления и базирования режущего элемента в корпусе инструмента.
В соответствии с методической литературой выбираем резец сборный с креплением пластины прихватом сверху.
Устанавливаем пластинку в державке под углом -6° для получения заднего угла a=6°, передний угол g=12° получим заточкой, образованием стружколомающего элемента.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.