











Министерство общего и профессионального образования
Российской Федерации
Новосибирский государственный технический университет
621.9
№
Пятикоординатный обрабатывающий центр
для высокопроизводительной и точной
обработки произвольно расположенных
поверхностей деталей
(Часть 1)
Методические указания
к лабораторной работе для студентов МТФ
всех форм обучения
1999
621.9.06-529.007.52
Составил канд. техн. наук, доцент В.В. Иванцивский
Рецензент доц. С.В. Птицын
Работа подготовлена кафедрой проектирования
технологических машин
![]() Новосибирский государственный
Новосибирский государственный
технический университет, 1999 г.
В настоящее время около 75 % машиностроительной продукции в мире выпускается в условиях мелкосерийного и единичного производства. Автоматизация процессов механической обработки в этих производствах путем использования автоматических станков традиционного исполнения нецелесообразна в связи с большими затратами на технологическую оснастку и большой трудоемкостью их наладки. Основной путь автоматизации механической обработки в мелкосерийном производстве – применение станков с числовым программным управлением (ЧПУ).
Станки с ЧПУ обеспечивают высокую производительность и точность отработки перемещений, задаваемых программой, а также сохранение этой точности в заданных пределах при длительной их эксплуатации. Станки с ЧПУ имеют расширенные технологические возможности при сохранении высокой надежности работы.
Повышение точности обработки достигается высокой точностью изготовления и жесткостью станка, превышающей жесткость обычного станка того же назначения. Статическая и динамическая жесткость повышается при сокращении длины кинематических цепей. С этой целью для всех рабочих органов применяют автономные приводы, а механические передачи используют в минимально возможном количестве. Приводы станков с ЧПУ должны обеспечивать высокое быстродействие.
Повышению точности способствует устранение зазоров в передаточных механизмах приводов подач, снижение потерь на трение в направляющих и других механизмах, повышение виброустойчивости, снижение тепловых деформаций, применение в станках датчиков обратной связи. Для уменьшения тепловых деформаций необходимо обеспечить равномерный температурный режим в механизмах станка, чему, например, способствует предварительный разогрев станка и гидросистемы. В высокоточных станках температурную погрешность уменьшают, вводя коррекцию в привод подач от сигналов датчика температур.
Данная лабораторная работа состоит из двух частей. В первой части излагаются сведения о многоцелевом станке, особенности конструкции станка с ЧПУ, своеобразие структурного и кинематического анализа по отношению к станкам общего назначения. Во второй части приведены сведения необходимые для составления управляющей программы, наладки станка с ЧПУ и отработки управляющей программы.
На примере станка МС 032.06 изучить особенности структурного анализа, кинематики и конструкции станка с ЧПУ по отношению к универсальному металлорежущему оборудованию.
1. Общие сведения об оборудовании
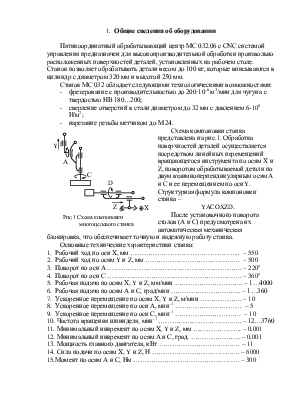
Пятикоординатный обрабатывающий центр МС 032.06 с СNС системой управления предназначен для высокопроизводительной обработки произвольно расположенных поверхностей деталей, установленных на рабочем столе. Станок позволяет обрабатывать детали весом до 100 кг, которые вписываются в цилиндр с диаметром 320 мм и высотой 250 мм.
Станок МС 032 обладает следующими технологическими возможностями:
- фрезерование с производительностью до 200·10-6 м3/мин для чугуна с твердостью НВ 180…200;
- сверление отверстий в стали диаметром до 32 мм с давлением 6×108 Н/м2;
- нарезание резьбы метчиком до М 24.
 Схема
компоновки станка представлена на рис.1. Обработка поверхностей деталей
осуществляется посредством линейных перемещений вращающегося инструмента по
осям Х и Z, поворотом обрабатываемой детали по двум взаимноперпендикулярным
осям А и С и ее перемещением по осиY. Структурная формула компоновки
станка –
Схема
компоновки станка представлена на рис.1. Обработка поверхностей деталей
осуществляется посредством линейных перемещений вращающегося инструмента по
осям Х и Z, поворотом обрабатываемой детали по двум взаимноперпендикулярным
осям А и С и ее перемещением по осиY. Структурная формула компоновки
станка –
YACOXZD.
После установочного поворота столов (А и С) предусмотрена их автоматическая механическая блокировка, что обеспечивает точную и надежную работу станка.
Основные технические характеристики станка:
1. Рабочий ход по оси Х, мм ………………………………………….. – 550
2. Рабочий ход по осям Y и Z, мм ……………………………………. – 500
3. Поворот по оси А ……………………………………………………. – 220о
4. Поворот по оси С ……………………………………………………. – 360о
5. Рабочая подача по осям Х, Y и Z, мм/мин …………………………. – 1…4000
6. Рабочая подача по осям А и С, град/мин ………………………….. – 1…360
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.