Сравнительная эффективность применения ЭК представлена на рис 4.6.
Рис.4.6. Эффективность применения эджерных клетей в составе ТЛС
Ниже описаны два способа прокатки толстых листов, при которых приближение формы раската в плане к прямоугольной и сокращение, как следствие потерь металла с обрезью, происходит путем управления формой раската непосредственно в ходе прокатки.
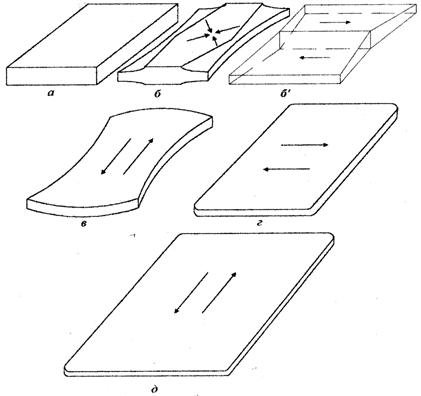
Рис.4.7. Новые способы прокатки толстых листов
Новый способ прокатки с задачей листов на угол
Прокатка листа включает следующую последовательность операций. Исходный сляб (рис. 4.7,а) в первых четырех поперечных проходах задают на каждый угол сляба под углом к линии прокатки (рис. 4.7, б) и производят локальные обжатия угловых участков сляба путем прерывания каждого поперечного прохода в момент входа в валки на величину 0,45-0,55 передней длины, реверсирования валков, поворота сляба и задачи его на следующий угол. Задача сляба на каждый угол и обжатие его обеспечивают получение исходной компенсирующей вогнутости боковых граней и выпуклости поперечного сечения. Спрофилированный сляб кантуют на 900 и производят продольные реверсивные проходы (рис. 4.7, в). Суммарное обжатие выбирают из условий выравнивания толщины по длине и ширине раската или получения заданной ширины раската (при поперечной схеме прокатки). Следует отметить, что после поперечных проходов на угол число последующих продольных пропусков следует брать четным для получения одинаковой симметричной формы торцевых граней. Затем раскат кантуют на 900 и производят ряд обычных поперечных проходов для получения заданной ширины (при продольной схеме) или заданной толщины готового листа (при поперечной схеме). В результатае получают раскат или готовый лист с формой в плане, близкой к прямоугольной (рис.4.7, г). При продольной прокатке ее оканчивают продольными проходами до получения требуемой ширины (рис.4.7, д).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.