МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ
ФЕДЕРАЦИИ
НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА ПРИКЛАДНОЙ МЕХАНИКИ
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту по теории машин и механизмов
на тему:
Автор проекта Пищулина О.В.
Специальность 1201, технология машиностроения
Обозначение проекта
Группа ТМ-601
Руководитель проекта Чусовитин Н.А.
Проект защищен Оценка
Члены комиссии
НОВОСИБИРСК, 2008
введение
Металлические детали машин, приборов и других изделий получают литьем жидкого металла в формы, обработкой давлением, а также обработкой резанием. По сравнению с другими методами обработка резанием обеспечивает наибольшую их точность и наибольшую гибкость производственного процесса, создает возможности быстрейшего перехода от обработки заготовок одного размера к обработке заготовок другого размера.
В ходе работы проектируется резец со сменными многогранными пластинками и фасонный резец.
Резец - это однолезвийный инструмент для обработки деталей с поступательным или вращательным движением резания и возможностью движения подачи в любом направлении.
Резцы, оснащенные многогранными твердосплавными пластинами с их механическим креплением к корпусу инструмента, широко распространены вследствие их существенных преимуществ по сравнению с твердосплавными инструментами составной конструкции, у которых пластины с корпусом соединены пайкой.
Фасонные резцы применяют для обработки деталей с различной формой образующих. По сравнению с обычными резцами они обеспечивают идентичность формы, точность размеров детали, которая зависит в основном от точности изготовления резца, высокую производительность благодаря одновременной обработке всех участков фасонного профиля детали и большую экономию машинного времени. Резцы удобны в эксплуатации благодаря простоте переточки по передней поверхности. Резцы проектируются для обработки конкретной детали, и их применение экономически оправдано при крупносерийном и массовом производстве.
1 Проектирование резца со сменными многогранными пластинами
1.1 Введение
Преимущества резцов с СМП:
- устранение операции пайки пластин,
- повышение производительности труда станочника на 5-10%,
- затупленная многогранная пластина возвращается для регенерации и повторного использования,
- экономия конструкционного материала, используемого на изготовление державки,
- сокращение парка заточного оборудования, уменьшение расхода обработанного инструмента.
Недостатки резцов с СМП:
- несмотря на многообразие ПСМ не всегда можно получить оптимальную геометрию исходя из условий резания,
- уступают по жесткости напайным резцам,
- стоимость корпуса дороже, чем у напайных резцов.
1.2 Исходные данные
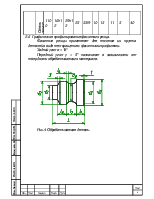
Разработать рабочий чертёж резца для обработки на станке 16К20ФЗ детали (рис. 1), данные взять из таблицы 1. Обосновать выбор типа пластины, марки твердого сплава, сечение резца, метода крепления пластины.
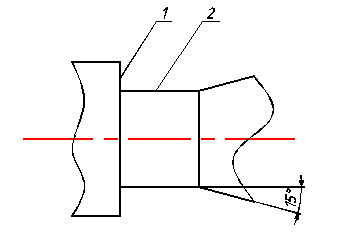
Рис. 1 Эскиз детали.
Таблица 1
|
Обозначение поверхностей обработки |
Материал |
Режимы резания |
Характер обработки |
|||
|
Марка |
σ Н/мм2 |
НВ |
t мм |
S мм/об |
||
|
1,2 |
Сталь 30ХГС |
900 |
300-350 |
2 |
0,21 |
Получистовое точение |
1.3 Выбор типа резца и крепления СМП.
После изучения чертежа детали, станка, определения обрабатываемых поверхностей, выберем контурный резец с паралеллограммной пластиной с φ=95°, применяемый для обточки деталей по цилиндру и торцу.
Крепление осуществляется прихватом сверху [ГОСТ 20872-80]. Марку материала режущей части инструмента (пластины) выбираем в зависимости от вида, физико-механических свойств обрабатываемого материала и условии резания в соответствии с ГОСТ 19042-80, 19043-80, 26630-85. На основании вышеизложенного выберем материал пластинки: Т15К6.
1.4 Выбор формы и типа многогранной пластины
Форма размеры и точность пластины регламентированы ГОСТ 19042-80 19043-80 19046-80. Форму пластины выбираем в зависимости от характера обработки по табл. 4 [1, стр. 17]. Выбираем форму пластины паралеллограммную по ГОСТ 19062-80.
Тип пластины, её конструктивные особенности и геометрические параметры резцов назначим в зависимости от обрабатываемого материала и характера обработки в соответствии с табл. 5 [1, стр 19].
Табл. 2.
Геометрические параметры режущей части резца.
|
Длина режущей кромки, мм |
Толщина пластины, мм |
Задний угол, α° |
Передний угол, γ° |
Фаска f, мм |
Угол фаски γф° |
|
12 |
5 |
6° |
10° |
0,2-0,3 |
(-5)°-(-10)° |
Обозначение сменной многогранной пластины:
|
08 |
1 |
2 |
2 |
12 |
05 |
0 |
F |
|
|
K |
N |
M |
R |
- |
||||
|
форма пластины |
величина заднего угла |
класс допуска |
конструктивные особенности |
длина режущей кромки |
толщина пластины |
радиус при вершине |
исполнение режущей кромки |
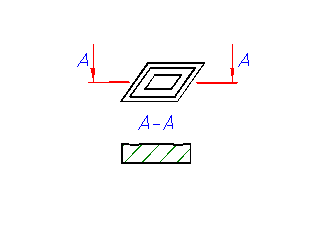
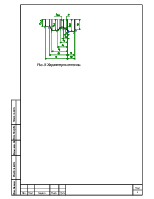
Рис. 2 Эскиз пластины.
Обозначение резца со СМП:
|
С |
А |
Т |
N |
R |
30 |
25 |
К |
12 |
|
способ крепления пластины |
вид пластины |
вид державки |
задний угол СМП |
направление резания |
высота державки |
ширина хвостовика |
длина инструмента |
длина режущей грани пластины |
1.5 Выбор типа крепления и базирования режущего элемента в корпусе инструмента
Крепление пластины для сборного резца выберем согласно табл. 6 [1] в зависимости от материала заготовки и формы пластины прихватом сверху (Рис. 3).
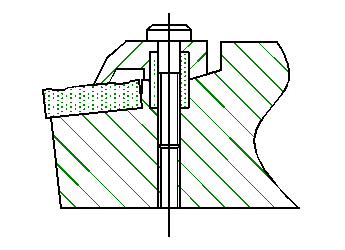
Рис. 3 Крепление пластины.
2 Проектирование фасонного призматического резца
2.6 Введение
Применяются для обработки тел вращения, имеющих наружные и внутренние фасонные поверхности.
Преимущества:
- обеспечивают идентичность формы детали и высокую точность размеров, не зависимо от квалификации рабочего,
- обладает высокой производительностью, за счет большой длины режущих кромок, одновременно участвующих в процессе резания,
- имеют большой запас на переточку,
- довольно простая переточка по передней поверхности,
- не требует больших затрат времени на наладку и настройку станка.
Недостатки:
- сложность изготовления и высокая стоимость,
- специальные резцы, используемые для изготовления детали только
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.