Направление исполнительного движения Фv(В1 В2) изменяется установкой ведущего колеса А на вал 1 или вал 2 при развороте фрезерного суппорта в сторону рабочего места (рис. 5).
Скорость движения ![]() . Скорость движения задается скоростью
резания V, м/мин. Согласно размерности
скорости условие РКЦ выражается зависимостью
. Скорость движения задается скоростью
резания V, м/мин. Согласно размерности
скорости условие РКЦ выражается зависимостью
nдв, об/мин ® nф, об/мин; 
где nф и dф – частота вращения и наружный диаметр фрезы.
Уравнение кинематического баланса:
nдв×Р3-1×iV1 = nф,
где iV1 – передаточное отношение гитары скорости.
Для станка эти зависимости принимают вид (рис. 2):

Исходя из конструктивных особенностей
гитары скорости А + В = 65, осуществляем подбор зубчатых колес из набора
сменных колес:![]() 76,8 об/мин
76,8 об/мин
![]()
![]() А
+ В = 65; А = 27;
А
+ В = 65; А = 27;
![]() В = 38.
В = 38.
Исходя из конструктивных особенностей гитары скорости А+В = 65, осуществляют подбор зубчатых колес из набора:
20-23-27-30-35-38-42-45.
4.2.Движение формообразования Фs(П3 В2)
Движение подачи является сложным с незамкнутой траекторией, следовательно, необходимо настроить все 5 параметров: F, N, V, L, K. Траекторию необходимо настроить с точностью: dI=0; скорость настраивают с точностью dI=10-15%.
Представляет собой согласованное вращение фрезы и стола с заготовкой. Оно создается кинематической группой, состоящей из:
Внутренней связи: направляющие фрезерного суппорта – 5 – P1 – R1 – F2 – S – 2 – направляющие шпинделя изделия.
и Внешней связи: 2 – V2 – N2 – L2 – K2 – 6.
Траектория движения ![]() . Траектория движения создается согласованием параметров
ЭД П3 и В4 из условия: за путь П3, равный шагу
винтовой линии зуба нарезаемого колеса Рвл, – путь В4
будет равен одному обороту заготовки:
. Траектория движения создается согласованием параметров
ЭД П3 и В4 из условия: за путь П3, равный шагу
винтовой линии зуба нарезаемого колеса Рвл, – путь В4
будет равен одному обороту заготовки:
Рвл, мм ® 1 об.заг.
Уравнение кинематического баланса и расчетные формулы принимают вид:
Рвл × ![]() ×Р5-2 × iF1 × iF2=
1;
×Р5-2 × iF1 × iF2=
1;  ,
,
где Р1 – шаг винта фрезерного суппорта;
Р5-2 – постоянное передаточное отношение кинематической цепи между точками 5 и 2;
iF2 – передаточное отношение гитары дифференциала – органа настройки траектории движения Фs(П3 В2);
m – модуль нарезаемого колеса;
b - угол подъема винтовой линии.
Для станка эти зависимости принимают вид :
 ;
;
 =1,406395
=1,406395
Проверка гитары по условиям сцепляемости:
 - условия выполняются
- условия выполняются
При нарезании непарных колес
передаточное отношение iF2 обеспечивается с высокой точностью. Допустимая погрешность угла
скрещивания осей передачи зависит от степени точности и ширины нарезаемого
колеса. Так как погрешность угла трудно проконтролировать, в ГОСТ 1643 – 72
задана погрешность DВ (рис. 6). Определим относительную
погрешность di
для подобранного значения ![]() и по нему найдем
величину расчетной погрешности DВр.
и по нему найдем
величину расчетной погрешности DВр.
Погрешность настройки траектории:

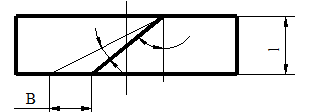 |
 DВ. Тогда DВ » 2, что соответствует 6 степени точности.
DВ. Тогда DВ » 2, что соответствует 6 степени точности.
Рис.6 Схема погрешности угла наклона зуба
Согласование движений В2 и П3 по направлению осуществляется за счет установки или снятия дополнительного колеса в гитаре дифференциала. Направление ЭД В2, в свою очередь, определяется направлением наклона зуба нарезаемого колеса и элементарного движения П3.
Направление
движения  . Исходным условием для
определения направления движения подачи является направление ЭД П3,
оговоренное методом фрезерования (попутное или встречное). Для определения
направления ЭД В2 можно представить нарезаемое колесо как винт, а
фрезу – гайкой, тогда для перемещения фрезы вниз (встречное фрезерование)
необходимо вращение В2заготовки с левым наклоном зуба по часовой
стрелке, а с правым наклоном зуба – против. При попутном фрезеровании
направления всех указанных движений меняются на противоположные.
. Исходным условием для
определения направления движения подачи является направление ЭД П3,
оговоренное методом фрезерования (попутное или встречное). Для определения
направления ЭД В2 можно представить нарезаемое колесо как винт, а
фрезу – гайкой, тогда для перемещения фрезы вниз (встречное фрезерование)
необходимо вращение В2заготовки с левым наклоном зуба по часовой
стрелке, а с правым наклоном зуба – против. При попутном фрезеровании
направления всех указанных движений меняются на противоположные.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.