Задание на расчетно-графическую работу.
Рассмотреть зуборезный станок 5С280П при нарезании зубчатого конического колеса, с круговой линией зуба.
Провести структурный и кинематический анализ, назначить режимы резания при нарезании прямозубого цилиндрического колеса с модулем m=3мм, числом зубьев z=35, шириной венца b=25мм.
При нарезании использовать дисковый прямозубый долбяк с модулем m=3мм, числом зубьев z=30, высотой В=17мм.
Образование профиля зуба.
При нарезании конических колес с круговой линией зубьев поверхность зубьев формируется перемещением образующей круговой линии, получаемой методом следа, по направляющей – эвольвенте, образованной методом обката.
Следовательно, зубья конических колес нарезаются по методу следа – обката.
Станок предназначен для чистовой и черновой обработки конических зубчатых колес с круговой линией зубьев, диметром до 800 мм и модулем до 16 мм. Кроме того, на нем можно обрабатывать гипоидные зубчатые колеса.
Станок может работать тремя методами: обката, врезания и комбинированным.
Метод обката применяют при чистовой обработке обычных конических зубчатых передач.
Метод врезания (без обката) применяют при черновом нарезании колес обычных конических зубчатых передач, а также при чистовой обработке полуобкатных передач, когда парная шестерня в передаче обкатывается обкатом с модифицированием по профилю.
Комбинированным методом обрабатывают колеса с углом начального конуса 70…80°. Метод заключается в том, что в начале производится простое врезание инструмента в заготовку (при этом имеет место очень малая скорость обката), а после того, как зуб обработан на полную глубину, подача врезания прекращается, и происходит окончательная обработка зуба обкатом.
Деление в этих станках (на 1 зуб) осуществляется переодически после отвода заготовки от инструмента.
Станок – полуавтомат, гидрофицирован и может быть использован при мелкосерийном, крупносерийном и массовом производствах.
Основные технические данные станка:
зубчатых колес, мм 16
Наибольшая ширина венца обрабатываемых зубчатых колес, мм 125
Пределы частоты вращения инструмента, об/мин 20…127
Пределы продолжительности цикла при нарезании зуба, с/зуб 5…200
Потребляемая мощность, кВт 11,27
Габаритные размеры станка (длина´ширина´высота), мм 3100´2300´2200
Общий вид станка 5С280П с органами управления показан на рис. 1.
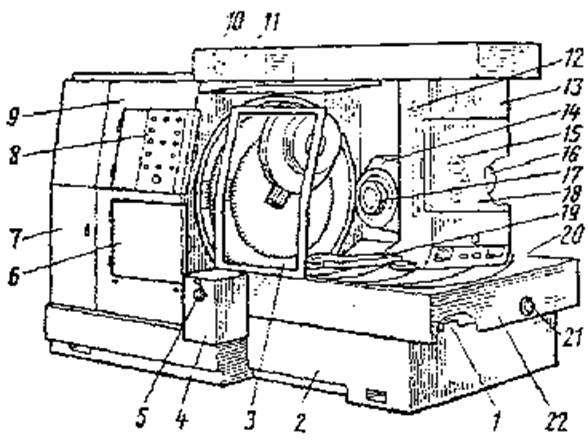 |
1 – направляющие, 2 – станина, 3 – люлька, 4 – коробка гидропанели, 5 – рукоятка управления столом и зажимом заготовки на шпинделе, 6 – дверца, за которой расположен диск управления, 7 – дверца, за которой находится кран отключения модификатора, 8 – пульт управления, 9 – инструментальная бабка, 10 – гитара деления, 11 – механизм деления, 12 – винт установочных перемещений бабки изделия, 13 – стойка, 14 – бабка изделия, 15 – гитара деления, 16 – гидрозажим, 17 – шпиндель изделия, 18 – крышка, 19 – поворотная планка, 20 – круговые направляющие стола, 21 – механизм скользящей базы, 22 – стол.
Конструктивная схема люльки показана на рис. 2. В отверстии барабана 1 люльки смонтирован эксцентрик 3, имеющий возможность наладочного поворота вокруг своей оси 11 – 11 ключом, устанавливаемым на квадрат валика 4. Фиксация эксцентрика в нужном положении осуществляется винтами 9.
Рис. 2. Конструктивная схема люльки станка 5С280П.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.