

Контрольная работа №1
Задание к работе.
Задание №1: Указать источники образования тепла при резании. Привести схему направления тепловых потоков от источников образования тепла. Охарактеризовать теплообразование в зависимости от режима резания (V, S, t), геометрии режущей части инструмента (γ, φ), обрабатываемого материала (σв, HB) и смазывающе-охлаждающих жидкостей. Подсчитать количество тепла, выделившееся за 10 минут точения при заданных условиях.
Задание №2: Охарактеризовать силы, возникающие при резании. Подсчитать величину составляющей Pz силы резания при заданных условиях. Построить графики изменения составляющей Pz с изменением геометрических параметров режущей части инструмента (γ, φ, λ) и в связи с износом его при обработке заданного материала с режимом, соответствующим заданию.
Задание №3: Привести определение геометрических параметров режущей части резца. Указать влияние установки резца относительно центра обрабатываемого изделия на действительные величины переднего и заднего углов. Определить действительные величины α и γ при установке токарного резца выше и ниже центра обрабатываемого изделия на величину l=5мм. Диаметр обрабатываемого изделия взять произвольно.
Данные для расчёта.
Обрабатываемая деталь: СЧ12-28, HB=197, σв=70кгс/мм2.
Режущая часть инструмента: ВК8, передняя грань плоская.
Геометрия резца: γ=5˚, α=6˚, φ=45˚, φ'=15˚, λ=5˚, r=1,5мм.
Режим резания: V=110м/мин, S=0,8мм/об, t=8мм.
1. Теплообразование при резании.
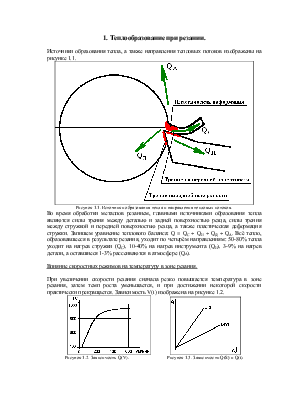
Источники образования тепла, а также направления тепловых потоков изображены на рисунке 1.1.
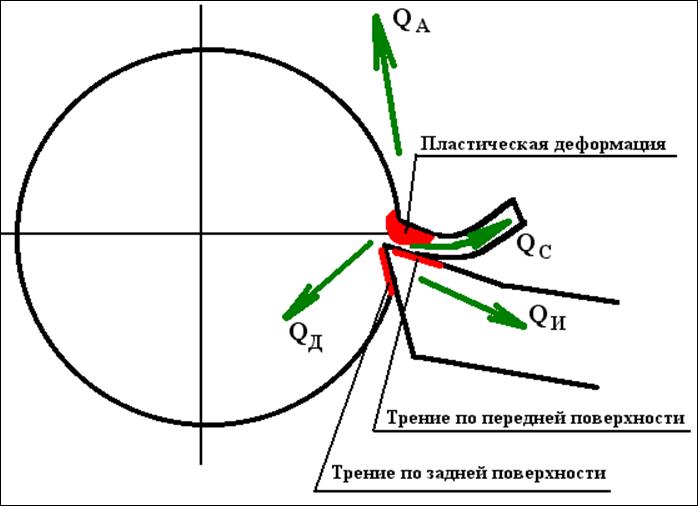
Рисунок 1.1. Источники образования тепла и направления тепловых потоков.
Во время обработки металлов резанием, главными источниками образования тепла являются силы трения между деталью и задней поверхностью резца, силы трения между стружкой и передней поверхностью резца, а также пластическая деформация стружки. Запишем уравнение теплового баланса: Q = QС + QИ + QД + QA. Всё тепло, образовавшееся в результате резания, уходит по четырём направлениям: 50-80% тепла уходит на нагрев стружки (QС), 10-40% на нагрев инструмента (QИ), 3-9% на нагрев детали, а оставшиеся 1-3% рассеиваются в атмосфере (QA).
Влияние скоростных режимов на температуру в зоне резания.
При увеличении скорости резания сначала резко повышается температура в зоне резания, затем темп роста уменьшается, и при достижении некоторой скорости практически прекращается. Зависимость V(t) изображена на рисунке 1.2.
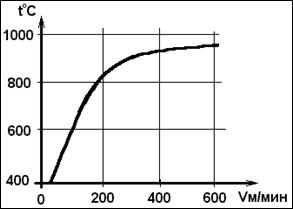
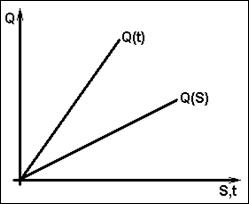
Рисунок 1.2. Зависимость Q(V). Рисунок 1.3. Зависимости Q(S) и Q(t).
При увеличении глубины резания у нас увеличивается площадь контакта между деталью и инструментом. В результате у нас возрастает сила трения. Это приводит к росту температуры в зоне резания. При увеличении площади контакта также увеличивается теплообмен между стружкой и инструментом, что приводит к нежелательному нагреву инструмента. При увеличении скорости подачи у нас увеличивается сила Рх, однако площадь контакта не увеличивается. Поэтому температура в зоне резания растёт, но медленнее, чем при увеличении глубины резания. Зависимости Q(S) и Q(t) изображены на рисунке 1.3.
Влияние геометрии инструмента на температуру в зоне резания.
 Наибольшее
влияние на температуру в зоне резания оказывает передний угол. При увеличении
переднего угла у нас уменьшается угол заострения, стружка меньше деформируется,
работа резания уменьшается. Кроме того, центр давления отодвигается от режущей
кромки, улучшается теплоотвод. Температура в зоне резания понижается. При
уменьшении переднего угла возрастает работа деформации стружки, тепловыделение
увеличивается.
Наибольшее
влияние на температуру в зоне резания оказывает передний угол. При увеличении
переднего угла у нас уменьшается угол заострения, стружка меньше деформируется,
работа резания уменьшается. Кроме того, центр давления отодвигается от режущей
кромки, улучшается теплоотвод. Температура в зоне резания понижается. При
уменьшении переднего угла возрастает работа деформации стружки, тепловыделение
увеличивается.
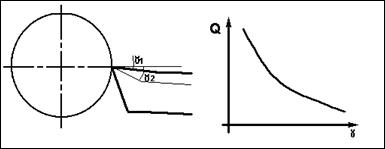
Рисунок 1.4. Зависимость Q(γ).
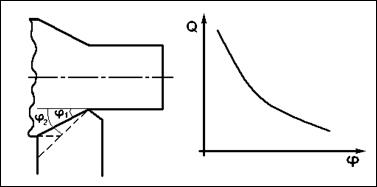 При
увеличении главного угла в плане уменьшается площадь контакта задней
поверхности и детали. В результате уменьшается работа сил трения,
соответственно уменьшается тепловыделение. Температура в зоне резания
понижается.
При
увеличении главного угла в плане уменьшается площадь контакта задней
поверхности и детали. В результате уменьшается работа сил трения,
соответственно уменьшается тепловыделение. Температура в зоне резания
понижается.
Рисунок 1.5. Зависимость Q(φ).
Влияние твёрдости, предела прочности детали и применения СОЖ на температуру в зоне резания.
Чем выше твёрдость и предел прочности обрабатываемого материала, тем больше силы резания. Чем больше силы резания, тем больше тепловыделение и выше температура в зоне резания. СОЖ улучшает теплоотвод и уменьшает силы трения, следовательно, при применении СОЖ температура в зоне резания значительно уменьшается.
Задача:
Q = Pz*V/427 [кал/мин]
При V = 110 м/мин за время τ = 10 минут выделится теплота Q=1,1*103*Pz/427.
Pz = K1*K2*Pz табл = 1*1*260 кгс.
Тогда Q = 1,1*260*103/427 = 669,8 кал
Ответ: за 10 минут при заданном режиме работы выделится 669,8 калорий теплоты.
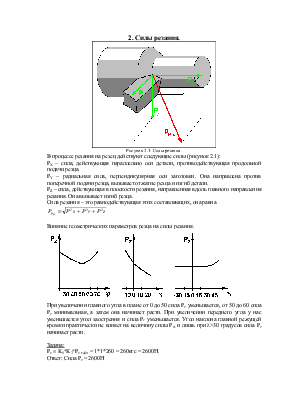
2. Силы резания.
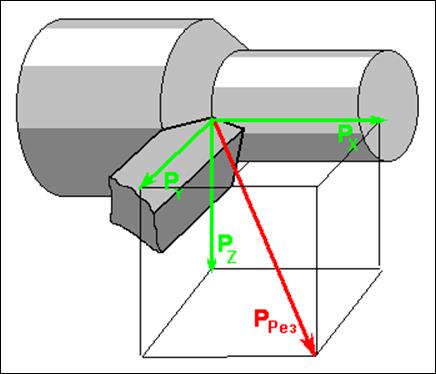
Рисунок 2.1. Силы резания.
В процессе резания на резец действуют следующие силы (рисунок 2.1):
PX – сила, действующая параллельно оси детали, противодействующая продольной подачи резца.
PY – радиальная сила, перпендикулярная оси заготовки. Она направлена против поперечной подачи резца, вызывает отжатие резца и изгиб детали.
PZ – сила, действующая в плоскости резания, направленная вдоль главного направления резания. Она вызывает изгиб резца.
Сила резания – это равнодействующая этих составляющих, она равна
![]()
Влияние геометрических параметров резца на силы резания.
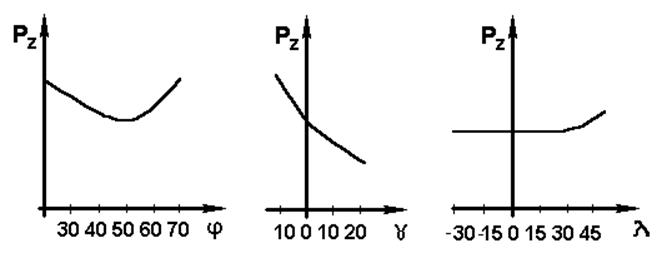
При увеличении главного угла в плане от 0 до 50 сила Pz уменьшается, от 50 до 60 сила Pz минимальная, а затем она начинает расти. При увеличении переднего угла у нас уменьшается угол заострения и сила Pz уменьшается. Угол наклона главной режущей кромки практически не влияет на величину силы Pz, и лишь при λ>30 градусов сила Pz начинает расти.
Задача:
Pz = K1*K2*Pz табл = 1*1*260 = 260кгс = 2600Н.
Ответ: Сила Pz = 2600Н
3. Геометрические параметры резца.
Наш резец имеет следующие геометрические параметры:
Главный угол в плане (угол между осью детали и главной режущей кромкой инструмента) φ=45
Вспомогательный угол в плане (угол между осью детали и вспомогательной режущей кромкой инструмента) φ'=15
Угол между главной и вспомогательной кромками инструмента ε=180-45-15=120
Угол между передней поверхностью резца и нормали к плоскости резания γ=5
Угол между задней поверхностью резца и плоскостью резания α=6
Угол заострения (угол между передней и задней поверхностью инструмента)
β=90-5-6=79
Угол резания (угол между плоскостью резания и передней поверхностью инструмента) δ=90-5=85
Угол наклона главной режущей кромки λ=5
Чертёж характерных сечений приведён в приложении.
Задача:
Посмотрим, как влияет установка резца на истинные значения углов α и γ.
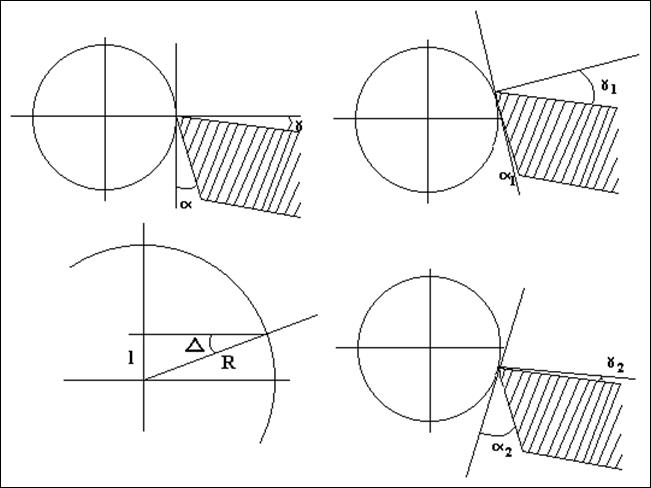
Рисунок 3.1. Влияние установки резца на истинные значения переднего и заднего угла.
sinΔ=l/R=2l/D. Возьмём диаметр D = 80мм. Тогда 2l/D = 2*5/80=1/8.
Выше Ниже
γ1=γ+Δ=γ+arcsin(2l/D)=5˚+7,18˚=12,18˚ γ2=γ-Δ=γ-arcsin(2l/D)=5˚-7,18˚=-2,18˚
α1=α-Δ=α-arcsin(2l/D)=6˚-7,18˚=-1,18˚ α2=α+Δ=α+arcsin(2l/D)=6˚+7,18˚=13,18˚
Ответ: при установке резца выше центра заготовки истинные значения углов будут следующими: γ=12,18˚; α = –1,18˚; при установке резца выше центра заготовки: γ=–2,18˚; α = 13,18˚.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.