
Сушильная часть пресспата, установленного на целлюлозном производстве №2, представляет собой группу цилиндров, смонтированных на общей станине. Вся сушильная часть разделена на 12 групп по 10 цилиндров. На каждую группу установлен индивидуальный привод, состоящий из электродвигателя типа Loher типа А4D400 и редуктора типа Flender N2SN5A. Вращение от первого цилиндра к остальным передается с помощью паразитных шестерен (Рисунок 1).
В сушильной части происходит дальнейшее обезвоживание целлюлозного полотна контактным способом после сеточного стола и прессовой части. Влага из полотна удаляется при ее контакте с горячей поверхностью сушильного цилиндра.
Сушильные цилиндры определяют интенсивность процесса сушки и качество высушиваемого на них полотна. К ним предъявляются следующие основные требования: минимальное термическое сопротивление, механическая прочность, гладкость и износостойкость поверхности, минимальные отклонения от номинальных размеров и правильность геометрической формы бочки, динамическая уравновешенность, удобство технического обслуживания в процессе эксплуатации.
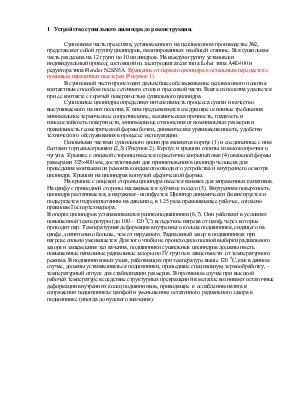
Основными частями сушильного цилиндра являются корпус (1) и соединенные с ним болтами торцевые крышки (2,3) (Рисунок 2). Корпус и крышки отлиты из высокопрочного чугуна. Крышке с лицевой стороны имеется герметично закрытый люк (4) овальной формы размерами 325´400 мм, достаточными для проникновения в цилиндр человека для проведения монтажа или ремонта конденсотоотводного устройства и внутреннего осмотра цилиндра. Крышки на цилиндрах вогнутой сферической формы.
На крышке с лицевой стороны цилиндра имеется канавка для заправочных канатиков. На цапфу с приводной стороны насаживается зубчатое колесо (5). Внутренняя поверхность цилиндра растачивается, а наружная - шлифуется. Цилиндр динамически балансируется и подвергается гидроиспытанию на давление, в 1.25 раза превышающее рабочее, согласно правилам Госгортехнадзора.
В опорах цилиндров устанавливаются роликоподшипники (6,7). Они работают в условиях повышенной температуры (до 100 – 120 0С) вследствие нагрева от цапф, через которые проходит пар. Температурная деформация внутреннего кольца подшипника, сидящего на цапфе, значительно больше, чем от наружного. Радиальный зазор в подшипниках при нагреве сильно уменьшается. Для того чтобы не происходило полной выборки радиального зазора и защемления тел качения, подшипники сушильных цилиндров должны иметь повышенные начальные радиальные зазоры по IV группе в зависимости от температурного режима. В подшипниковых узлах, работающих при температуре выше 120 0С, как в данном случае, должны устанавливаться подшипники, прошедшие специальную термообработку, - температурный отпуск для стабилизации размеров. В противном случае при высокой рабочей температуре вследствие структурных превращений в металле возникают остаточные деформации внутренних колец подшипников, приводящие к ослаблению натяга в сопряжении подшипника с цапфой и уменьшению остаточного радиального зазора в подшипнике (иногда до нулевого значения).
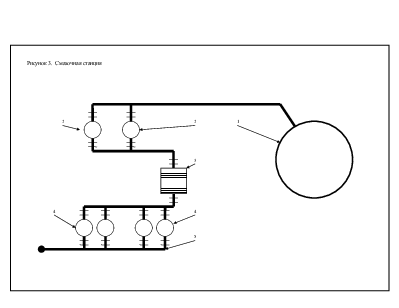
Подшипники сушильных цилиндров подключаются к системе циркуляционной смазки. Смазывание подшипниковых узлов сушильной части пресспата, как и всей пресспата, осуществляется маслом МС-20 с помощью централизованной системы смазки [Рисунок 3].Жидкая смазка к смазываемым точкам подается под давлением, создаваемым насосами. Масло циркулирует по замкнутой системе. Система состоит из резервуара (1) с подогревателем, насосов (2), фильтров (4), пластинчатого теплообменника (3) трубопроводов, клапанов, задвижек, контрольно-измерительной и регулирующей аппаратуры. Резервуар для масла сварной, в передней стенки имеются окна для наблюдения за уровнем и отстоем воды, сверху сделан люк для внутреннего осмотра. Снаружи резервуара установлен трубчатый пароподогреватель.
Масло из резервуара насосом (2) подается через теплообменник (3) в фильтры, а затем, из коллектора (5), на смазку подшипниковых узлов. Из узлов смазки масло возвращается в резервуар. Для периодической очистки масла от воды и других примесей установлен сепаратор. В случае обесточивания системы и невозможности быстрого останова оборудования масло будет подаваться в систему из пресс-бака сжатым воздухом. При выходе из строя рабочего насоса автоматически включается резервный.
Для перекачивания масла применяют шестеренчатые. Шестеренчатые насосы просты в изготовлении, надежны долговечны, компактны, обеспечивают равномерную подачу масла, имеют высокий к.п.д
Для непрерывной очистки масла от механических примесей применяют дисковые (пластинчатые), сетчатые, магнито-сетчатые, войлочные, тканевые и другие фильтры. Выбор типа фильтра определяют размерами задерживаемых частиц механических примесей. Тонкость фильтрации зависит от зазора или от плотности фильтрующего материала. В системе фильтруется весь поток, причем фильтры нормальной и тонкой очистки устанавливают на нагнетательном трубопроводе, а грубой очистки - на сливной трубе. Конструкцию фильтров выбирают такой, чтобы при замене фильтрующего элемента не требовалось демонтировать фильтр и сливать масло из всей системы.
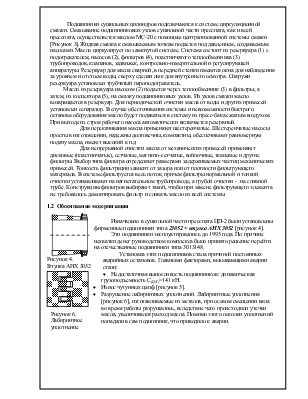
Изначально в сушильной части пресспата ЦП-2 были установлены фирменные подшипники типа 23052 + втулка АНХ 3052 [рисунок 4].
Эти подшипники эксплуатировались до 1995 года. По причине нехватки денег руководством комплекса было принято решение перейти на отечественные подшипники типа 3013148.
 Установка этих подшипников стала причиной
постоянных аварийных остановов. Главными факторами, вызывающими аварии стали:
Установка этих подшипников стала причиной
постоянных аварийных остановов. Главными факторами, вызывающими аварии стали:
·
 Недостаточная выносливость
подшипников: динамическая грузоподъемность СДИН=141 кН.
Недостаточная выносливость
подшипников: динамическая грузоподъемность СДИН=141 кН.
· Износ чугунных цапф [рисунок 5].
· Разрушение лабиринтных уплотнений. Лабиринтные уплотнения [рисунок 6], изготавливаемые из металла, при осевом смещении вала во время работы разрушались, вследствие чего происходили утечки масла, увеличивался расход масла. Помимо этого осколки уплотнений попадали в сам подшипник, что приводило к аварии.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.