УСТРОЙСТВО ПРЕССОВЫХ ВАЛОВ, МЕТОДИКА ИХ РАСЧЕТА
План лекции
Изготовление, устройство обычных неотсасывающих валов, отсасывающих прессовых валов, гранитных валов.
Расчет гранитных валов из условия, что сила трения между шайбами и гранитным цилиндром должна быть больше силы, смещающей сердечник относительно цилиндра, и по плоскости соприкосновения с цилиндром шайба не должна отходить от него под действием момента.
Устройство, принцип работы вала с регулируемым прогибом. Расчет давления масла в рабочей камере, расчет рубашки плавающего вала, сердечника на прочность, жесткость.
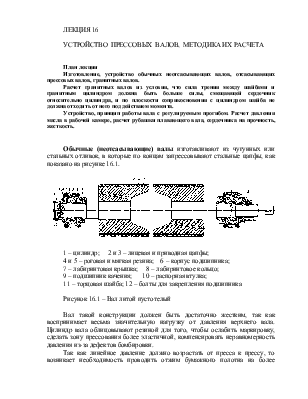
Обычные (неотсасывающие) валы изготавливают из чугунных или стальных отливок, в которые по концам запрессовывают стальные цапфы, как показано на рисунке 16.1.
1 – цилиндр; 2 и 3 – лицевая и приводная цапфы;
4 и 5 – роговая и мягкая резина; 6 – корпус подшипника;
7 – лабиринтовая крышка; 8 – лабиринтовое кольцо;
9 – подшипник качения; 10 – распорная втулка;
11 – торцовая шайба; 12 – болты для закрепления подшипника
Рисунок 16.1 – Вал литой пустотелый
Так как линейное давление должно возрастать от пресса к прессу, то возникает необходимость проводить отжим бумажного полотна на более жестком основании. Поэтому твердость резины возрастает в прессах по ходу машины.
Под твердостью резиновых валов понимают число сотых долей мм, на которые углубляется шарик диаметром 1/8² в резину при действии на него груза массой 1 кг в течение 1 минуты.
Твердость резины измеряют прибором пластометром. При определении твердости резины необходимо учитывать ее толщину, которая должна быть больше критической.
Под критической толщиной следует понимать такую толщину, достигнув которой твердость резины остается постоянной, сколько бы не увеличивали ее толщину. Критическая толщина резины составляет 8 – 10 мм.
Валы облицовывают резиной толщиной 20 мм для того, чтобы вал можно было периодически перешлифовывать из-за неравномерного износа резины по длине вала, так как края облицовки тверже середины на 2 – 3 единицы. Это происходит из-за неравномерного нагревания резины при вулканизации, потому что в местах запрессовки цапф сконцентрированы большие массы металла.
На поверхность чугунных валов перед облицовкой наносят «рваную» резьбу с крупным (1,4 – 3 мм) шагом, для того, чтобы резина прочно соединилась с поверхностью вала. Нижний слой резины – роговой, толщиной 10 мм, тверже, чем верхний. Для подвода пара при вулканизации в цапфах вала просверливают отверстия.
Методика расчета таких валов аналогична расчету трубчатых валов, рассмотренных в лекции № 10.
Отсасывающие валы прессовой части по конструкции мало отличаются от отсасывающих валов, применяемых в сеточной части: в прессовой части ширина камеры отсасывающих валов меньше, чем в сеточной части, и не превышает 110 – 150 мм. Камеру устанавливают вертикально или с небольшим смещением (отклонением от вертикали) по ходу бумаги. Отверстия прессовых отсасывающих валов (диаметром 3,2 – 4,8 мм) не зенкованы; общее живое сечение отверстий составляет 15 – 20 % боковой поверхности вала.
Наблюдающаяся тенденция уменьшить живое сечение отсасывающих валов до минимально необходимого для пропуска отжатой воды объясняется тем, что обезвоживание на отсасывающих прессах в основном происходит за счет давления между валами. В связи с этим участки бумаги, находящиеся над отверстиями, имеют меньшую сухость, чем остальные участки полотна. При уменьшении живого сечения отверстий уменьшается площадь отсоса, но сухость полотна не понизится, если площадь сечения отверстий будет достаточной для удаления отжатой воды. Уменьшение живого сечения отверстий приводит к увеличению жесткости вала и уменьшению величины бомбировки.
Вакуум в прессовых отсасывающих валах достигает (6 – 6,5) ×104 Па на быстроходных машинах и (4 – 5) ×104 Па на машинах средней скорости. По сравнению с производительностью вакуумных насосов для гауча производительность вакуумных насосов прессов примерно вдвое меньше, так как уменьшается количество отсасываемого воздуха ввиду наличия сукна и уплотнения бумаги. Как отмечалось, отсасывающие прессовые валы обычно не имеют устройства для консольного вывешивания.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.