ЛЕКЦИЯ 4
ПРОЦЕСС ФОРМОВАНИЯ И ОБЕЗВОЖИВАНИЯ НА
ГИДРОПЛАНКАХ И МОКРЫХ ОТСАСЫВАЮЩИХ ЯЩИКАХ,
ИХ УСТРОЙСТВО. МЕТОДИКА РАСЧЕТА ПРОЦЕССА НА ЭВМ
План лекции
Недостатки формования и обезвоживания на регистровых валиках и два направления, по которым пошли исследователи для их устранения. Создание различных конструкций гидропланок и возможности их использования на бумагоделательных машинах.
Обезвоживание на гидропланках. Влияние угла наклона, концентрации массы и скорости машины на максимальный фактор обезвоживания. Зависимость скорости обезвоживания от угла наклонной части гидропланки.
Расчет концентрации и высоты слоя массы на каждой гидропланке по длине участка формования и обезвоживания с помощью ЭВМ.
Обезвоживание на мокром отсасывающем ящике, преимущества, недостатки, устройство, принцип работы. Количество воды, удаляемое на мокром отсасывающем ящике, методика расчета процесса.
Анализ изменения концентрации по длине участка формования и возможности оптимальных условий работы.
Исследования процесса формования бумажного полотна на регистровых валиках показали, что при входе сетки в зону их действия, бумажная масса, находящаяся на ней, подвергается снизу давлению, достигающему от 200 до 240 мм рт.ст., за счет воды, выдавливаемой валиком вверх. При сходе сетки с массой с регистрового валика возникает вакуум, достигающий в зоне между поверхностью валика и сеткой 500 мм рт.ст. (при скорости 800 м/мин). Следовательно, на каждом регистровом валике волокнистый слой на сетке подвергается попеременному воздействию давления и разрежения, что отрицательно сказывается на процессе формования бумажного полотна
Для устранения недостатков ученые пошли двумя направлениями:
- первое направление – конструкция сеточного стола остается без изменений, а вместо регистровых валиков устанавливают гидропланки и мокрые отсасывающие ящики;
- второе направление – создание формующих устройств, отличных от традиционной сеточной части, где формование и обезвоживание протекает между двумя сетками, то есть двухсеточные формующие устройства.
В результате разработок первого направления для наиболее эффективного обезвоживания бумажной массы при небольшом износе и минимальных затратах энергии создан целый ряд гидропланок различных конфигураций и профилей.
Многочисленные конструкции гидропланок можно разделить на следующие группы:
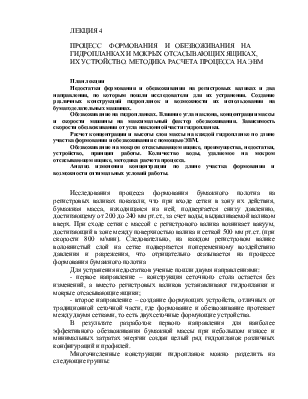
- одинарные гидропланки, показанные на рисунке 4.1 а, позволяющие регулировать положение рабочей (обезвоживающей) части планки по отношению к движущейся сетке;
- пакетное расположение гидропланок (по 3-10 штук), имеющих одинаковые конструктивные параметры по обезвоживанию, представленное на рисунке 4.1 б.
а – одинарная; б – пакетное расположение
Рисунок 4.1 – Гидропланки
Использование перечисленных конструкций гидропланок зависит от технологических параметров бумагоделательной машины, на которой они будут установлены, но удобнее в обслуживании пакетное расположение (ящики с гидропланками).
Стандартные гидропланки для бумагоделательных машин, работающих на скорости до 500-550 м/мин, изготовляются из высокомолекулярного полиэтилена низкого давления. При скорости машины свыше 550-600 м/мин целесообразно применять керамические гидропланки, хотя они и значительно дороже.
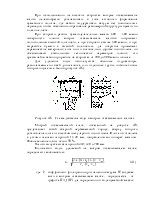
На рисунке 4.2 показаны различные профили гадропланок, применяемые для формования и обезвоживания бумажного полотна.
Наиболее распространенный профиль гидропланок показан на рисунке 4.2 под номером I. Гидропланки этого профиля используются как для одиночной установки, так и для набора пакетов. Под номерами 2 и 3 показаны гидропланки, у которых наклонная поверхность состоит из двух зон обезвоживания «а» и «б». В первом случае зона «а» ограничена частью наклонной плоскости с кривизной, зона «б» – другой ее частью, расположенной под углом g. Во втором случае – зоны «а» и «б» ограничены наклонными плоскостями, расположенными под углами a/ и g/ соответственно.
Такие конструкции гидропланок позволяют обезвоживать массу, создавая в ней микротурбулентность в первой зоне, что благоприятно сказывается на формовании и получении равномерного просвета, особенно при использовании длинноволокнистой массы, например, сульфатной хвойной целлюлозы. Гидропланки 2 обеспечивают более мягкий режим обезвоживания массы, чем гидропланки 3, благодаря их более плавной наклонной поверхности. В гидропланках 5 и 6 в зоне сильного износа поверхности врезан специальный вкладыш из окиси кремния или из кислотоупорного износостойкого металла, что обеспечивает значительное удлинение срока работы гидропланки (в 4-5 раз), хотя они в 3-4 раза дороже по сравнению с планками без вкладышей. В зависимости от содержания наполнителя и песка в бумажной массе такие гидропланки работают в течение 4-6 месяцев между шлифовками.
направление движения сетки
вкладыш из трудноизнашиваемого
материала
Основные конструктивные элементы гидропланки:
l1 – плоская поверхность; l2– наклонная поверхность;
l3 – направляющая поверхность; a- угол наклонной поверхности;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.