Полную запись следует использовать при отсутствии графических изображений (например, карты эскизов) и для комплексного отражения всех действий, выполняемых исполнителем или исполнителями.
Сокращенную запись следует выполнять при наличии графических изображений, которые достаточно полно отражают всю необходимую информацию по обработке. В этом случае в записи содержания операции (перехода) дополнительная информация не указывается.
Формы и правила оформления маршрутных карт (МК) при разработке технологических процессов восстановления деталей (в курсовой работе рекомендуются формы 1, 2, 1б) установлены ГОСТ 3.1118-82. Карты технологического процесса (КТП) (формы 1, 1а) и операционные карты (ОК) (формы 2, 3, 2а) оформляют в соответствии с ГОСТ 3.1404-86. Операционная карта слесарных и слесарно-сборочных работ - по ГОСТ 3.1407-86 (формы 1 и 1а). Карта технологического процесса термической обработки - по ГОСТ 3.1405-86 (формы 1 и 1 а). Карта типового технологического процесса нанесения химических, электрохимических покрытий и химической обработки - по ГОСТ 3.1408-85 (формы 1 и 1а). Карта типового технологического процесса нанесения лакокрасочных покрытий - по ГОСТ 3.1408-85 (формы 3 и 3а). Операционная карта технического контроля - по ГОСТ 3.1502-85 (формы 1 и 1 а). Карта регистрации результатов испытания - по ГОСТ 3.1507-84 (формы 1 и 3).
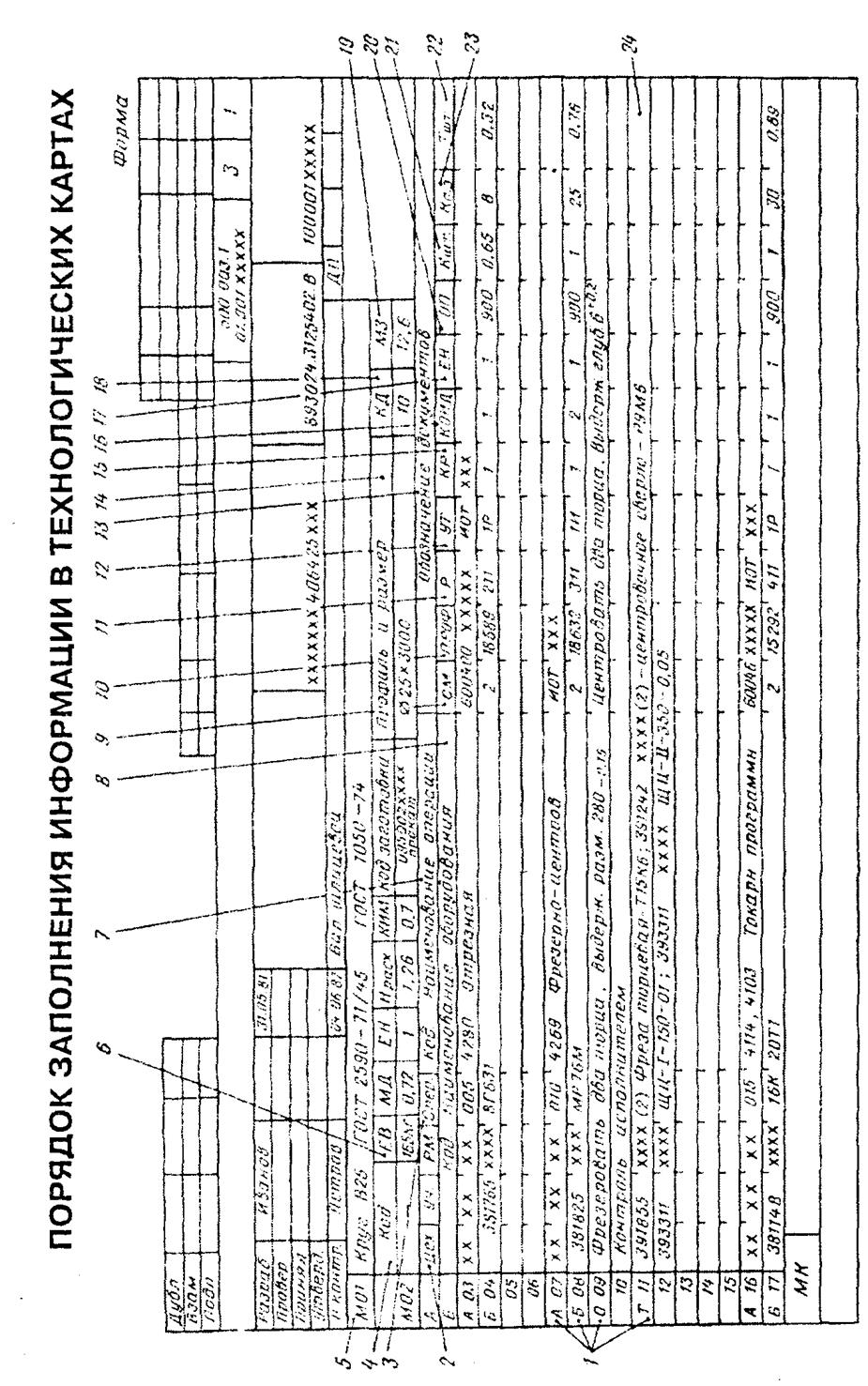
Порядок заполнения информации в технологических картах на примере маршрутной карты показан в таблице 21.
Приводимые в табл. 21 цифры - позиции у выносных линий означают следующее:
1 - обозначение служебных символов:
А - номер цеха, участка, рабочего места, номер операции, код и наименование документа, операции, обозначение документов, применяемых при выполнении операции;
Б - код, наименование оборудования и информация по трудозатратам;
М - информация о применяемом основном материале и исходной заготовке, вспомогательных и комплектующих материалах с указанием их кода, кода единицы величины, количества на изделие и нормы расхода;
О - содержание операции (перехода). Информация записывается по всей строке, при необходимости продолжения информации переносится на следующие строки. При отсутствии эскизов обработки здесь записывают размеры обработки отдельных поверхностей;
Т - информация о технологической оснастке в такой последовательности: приспособления; вспомогательный инструмент; режущий инструмент; слесарно-монтажный инструмент; средства измерений. Перед наименованием оснастки указывается код в соответствии с классификатором. Код включает в себя высшую (шесть первых цифр) и низшую (четыре цифры после точки) классификационные группировки. Выборочно коды высшей группировки. Низшую группировку в курсовом проекте можно указать в виде знака «XXX». Количество одинаковой одновременно работающей оснастки указывается цифрой в скобках, например: «39842. ХХХХ (2) - фреза угловая Р6М5»;
Р - строка вводится, если требуется указать информацию о режимах обработки;
2 - графы: номер цеха, участка и рабочего места (в курсовом проекте можно заполнить в виде условного кода «XX»);
3 - номер операции в технологической последовательности изготовления, контроля и перемещения. Рекомендуется нумерация операций: 005, 010, 015, 020;
4 - код материала (графу можно не заполнять - ставится прочерк);
|
Таблица 21 - |
|
5 - в графе «М01» указываются наименование, сортамент, размер и марка материала, номер стандарта - т. е. данные, которые в текстовых документах обычно записываются дробью в виде:
В данной графе запись выполняется одной строкой с разделительным знаком «/»;
6 - код единицы величины - массы, длины, площади и т. п. детали или заготовки по классификатору (для массы, указанной в кг - код 166, в г - 163, вт- 168);
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.