






5 Технологическая часть
В данном проекте на основании нормативных документов разработан технологический процесс изготовления гайки, рассчитаны режимы обработки, нормы времени пооперационно. Для операции приведены указанные расчеты.
5.1 Конструкция детали и ее назначение
Изготовляемая деталь – гайка.
Все необходимые сведения, дающие полное представление о детали содержится в рабочем чертеже оси, где показаны все необходимые сечения, совершенно четко и однозначно поясняющие его конструкцию. На чертеже указаны все размеры с необходимыми допусками, шероховатостью поверхностей.
5.2 Материал детали
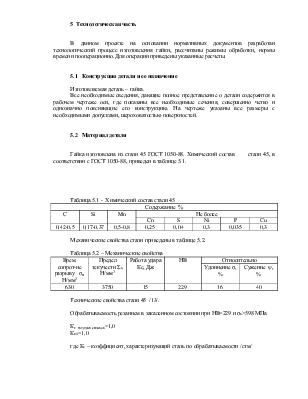
Гайка изготовлена из стали 45 ГОСТ 1050-88. Химический состав стали 45, в соответствии с ГОСТ 1050-88, приведен в таблице 5.1.
Таблица 5.1 - Химический состав стали 45
|
Содержание % |
|||||||
|
С |
Si |
Mn |
Не более |
||||
|
Cn |
S |
Ni |
P |
Cu |
|||
|
0,42-0,5 |
0,17-0,37 |
0,5-0,8 |
0,25 |
0,04 |
0,3 |
0,035 |
0,3 |
Механические свойства стали приведены в таблице 5.2.
Таблица 5.2 – Механические свойства
|
Врем. сопрот-ие разрыву σв, Н/мм2 |
Предел текучести Σr, Н/мм2 |
Работа удара Кс, Дж |
НВ |
Относительно |
|
|
Удлинение σ, % |
Сужение ψ, % |
||||
|
630 |
3750 |
15 |
229 |
16 |
40 |
Технические свойства стали 45 /13/.
Обрабатываемость резанием в закаленном состоянии при НВ=229 и σв>598 МПа
Кv твердых сплавов=1,0
Ккб=1,0
где Кv – коэффициент, характеризующий сталь по обрабатываемости /стм/
nvтвспл=1,0
nмбст=0,9 – для сверленмя.
Таким образом, для обработки стали 45 можно применять твердосплавной инструмент и инструмент из быстрорежущей стали.
С целью увеличения прочности и твердости гайку необходимо подвергнуть закалу и отпуску для снятия напряжений.
5.3 Разработка технологического процесса изготовления гайки
Технологический процесс разрабатывается в соответствии с чертежом детали и на основании технологических нормативных документов.
Технологический процесс содержит:
- маршрутную карту, определяющую очередность технологических операций;
- операционные карты с указанием типа применяемого оборудования, технологических приспособлений, инструмента, режимов обработки и норм времени, выбор и расчет которых обусловлен требованиями по точности обработки, расположению поверхностей и их формы, серийного производства.
Перед разработкой операционных припусков производится расчет заготовки детали, которые обусловлены объемом выпуска партии.
В данном случае производство единичное, поэтому в качестве заготовки выбираем прокат круглый горячекатный по ГОСТ 2590-88 с длиной, необходимой для изготовления одной детали.
5.4 Выбор термообработки
Термообработка назначается с целью обеспечения:
- заданных изменений в свойствах материала;
- сохранение неизменными других свойств изделия;
- сохранение первоначальной геометрической формы и размеров детали.
В качестве термообработки, упрочняющей поверхностный слой от 3мм до 6мм, применима поверхностная закалка . При этом происходит изменение кристаллов мартенсита, что повышает его прочность и пластичность и в результате повышает усталостную прочность детали и ее долговечность.
После закалки производится низкий отпуск (самоотпуск) с целью снижения остаточных напряжений.
5.5 Расчет припусков заготовки
Минимальный диметр заготовки Dmin, мм, определяется по формуле
Dз min=Dд min+2*Zomin (5.1) [13]
где Dдmin – наименьший предельный размер расчетной ступени по чертежу, Dд min=40 мм;
Zomin – минимальный припуск заготовки, мм.
Минимальный припуск заготовки при черновом точении Z1min, мкм, определяется по формуле
![]() (5.2)
(5.2)
где Rzo – шероховатость поверхности проката, Rzo=200 мкм; /стм/
ho – глубина дефектного слоя на предшествующей операции
прокат, ho=300 мкм;
Δζо – глубина проката, Δζо=ΔК=0,5 мкм;
ζ1 – погрешность установки ζ1>0,05 мкм, пренебрегаем в виду ее
малой величины.
![]()
Принимаем 2*Z1min равный 1 мм.
Минимальный припуск заготовки при чистовом точении Z2min, мкм, определяется по формуле
![]() (5,3)
(5,3)
где Rz1 – шероховатость поверхности после чернового точения,
Rz1=125 мкм;
h1 – глубина поверхностного дефектного слоя после черновой обработки,
h1=120 мкм /стм/
Δζо – глубина проката, Δζо=ΔК=0,5 мкм;
Ζ1 и ζ2 пренебрегаем в виду их малой величины
![]()
Принимаем 2*Z2min=0,49 мм
![]()
![]()
![]()
Ближайший по сортаменту диаметр прутка по ГОСТ 2590-88
![]()
Действительный
общий припуск на обработку расчетной ступени ![]() ,
мм, определяется по формуле
,
мм, определяется по формуле
![]() (5,4)
(5,4)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.