Так как исходное положение пробки перед входом в
укупорочный автомат полностью не контролируется, то существует вероятность
того, что резьба на пробке не зразу начнет завинчиваться на бутылку,
следовательно необходимо обеспечить конструктивно запас времени, необходимый на
выбирание люфтов в резьбе, завинчивание пробки на бутылку и надёжное затягивание
резьбы, обеспечивающее полное укупоривание бутылки. Исходя из этого примем ![]() , с:
, с:
![]()
Время, затрачиваемое на полный цикл укупоривания одной
бутылки, ![]() , с, мы сможем определить из формулы:
, с, мы сможем определить из формулы:
![]() . (4.4.3.)
. (4.4.3.)
Занесем полученные данные в Таблицу 1.
2.Определим общее количество необходимых
укупорочных головок, ![]() , шт, диаметр, шаг и углы их
установки,
, шт, диаметр, шаг и углы их
установки, ![]() :
:
Рассчитаем кол-во одновременно укупоривающих головок, ![]() , шт:
, шт:
 (4.4.4.)
(4.4.4.)
где ![]() – секундная производительность
укупорочного автомата.
– секундная производительность
укупорочного автомата.
Так как ![]() - количество одновременно
укупоривающих головок, следовательно, загрузочная и разгрузочная звёздочки не
смогут оперировать с бутылками, контактирующими с этими головками. Необходимо
дополнительно оборудовать укупорочный автомат
- количество одновременно
укупоривающих головок, следовательно, загрузочная и разгрузочная звёздочки не
смогут оперировать с бутылками, контактирующими с этими головками. Необходимо
дополнительно оборудовать укупорочный автомат ![]() количеством головок, которые не входили бы в контакт
с бутылками и позволяли разместить загрузочную и разгрузочную звёздочки. Исходя
из опыта конструирования аппаратов данного типа, примем
количеством головок, которые не входили бы в контакт
с бутылками и позволяли разместить загрузочную и разгрузочную звёздочки. Исходя
из опыта конструирования аппаратов данного типа, примем ![]() .
.
Общее количество необходимых укупорочных головок, ![]() , шт, мы сможем определить из формулы:
, шт, мы сможем определить из формулы:
![]() (4.4.5.)
(4.4.5.)
Исходя из опыта конструирования аппаратов данного
типа, примем диаметр установки укупорочных головок ![]() :
:
![]()
Определим шаг между укупорочными головками, ![]() :
:
![]() (4.4.6.)
(4.4.6.)
где ![]() – длина окружности, по которой
установлены головки на укупорочном автомате, мм.
– длина окружности, по которой
установлены головки на укупорочном автомате, мм.
Длина окружности, ![]() , мм, находиться по формуле:
, мм, находиться по формуле:
![]() . (4.4.7.)
. (4.4.7.)
Найдем углы установки укупорочных головок, ![]() :
:
![]() (4.4.8.)
(4.4.8.)
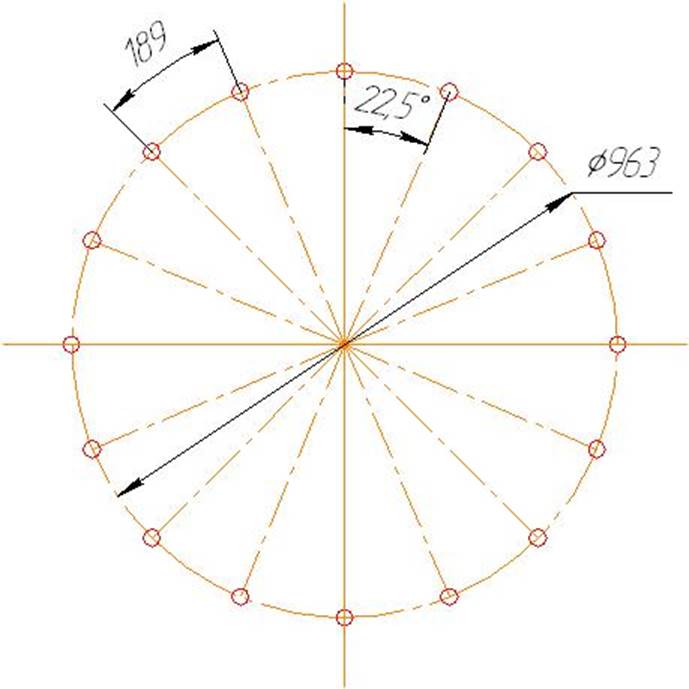
Рисунок 4.4.1. Схема расположения укупорочных головок на карусели.
3. Произведем проверку на условие неопрокидывания бутылки:
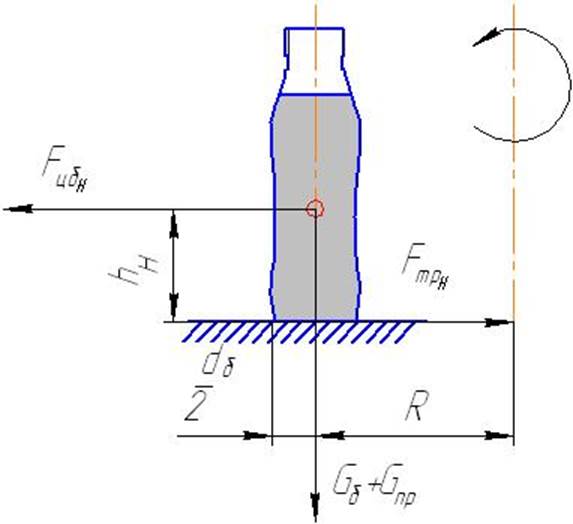
Рисунок 4.4.2.
Для наполненной продуктом бутылки имеет вид:
![]() (4.4.9.)
(4.4.9.)
где ![]() - центробежная сила в
наполненной бутылке, Н;
- центробежная сила в
наполненной бутылке, Н;
![]() - высота центра тяжести
наполненной бутылки, м. В зависимости от типа бутылки
- высота центра тяжести
наполненной бутылки, м. В зависимости от типа бутылки ![]() ; для бутылки объемом
0,5л
; для бутылки объемом
0,5л ![]() ;
;
![]() - сила тяжести
соответственно бутылки и продукта в бутылке, Н;
- сила тяжести
соответственно бутылки и продукта в бутылке, Н;
![]() - диаметр бутылки, м. В
зависимости от типа бутылки
- диаметр бутылки, м. В
зависимости от типа бутылки ![]() меняет свое значение. В
нашем случае
меняет свое значение. В
нашем случае ![]()
Члены вышеприведенного неравенства определяются при помощи следующих расчетов:
![]() (4.4.10.)
(4.4.10.)
где ![]() - масса бутылки, кг;
- масса бутылки, кг;
![]() - масса продукта в бутылке, кг;
- масса продукта в бутылке, кг;
![]() - угловая скорость
операционного ротора, рад/с;
- угловая скорость
операционного ротора, рад/с;
![]() - радиус операционного
ротора, м.
- радиус операционного
ротора, м.
![]() Н, (4.4.11.)
Н, (4.4.11.)
где ![]() - ускорение свободного
падения.
- ускорение свободного
падения.
Т.
К. ![]() , то условие
неопрокидования бутылки выполняется.
, то условие
неопрокидования бутылки выполняется.
4.Произведем проверку на условие несоскальзывания бутылки со столика операционного ротора:
Для наполненной продуктом бутылки имеет вид:
![]() (4.4.12.)
(4.4.12.)
где ![]() - сила трения дна
наполненной бутылки о столик операционного ротора, Н.
- сила трения дна
наполненной бутылки о столик операционного ротора, Н.
Сила
трения ![]() ,H определяется по следующей
формуле:
,H определяется по следующей
формуле:
![]() (4.4.13.)
(4.4.13.)
![]() ,
,
где ![]() - коэффициент трения
бутылки о материал столика.
- коэффициент трения
бутылки о материал столика.
Т.
К. ![]() то условие
несоскальзывания бутылки со столика операционного ротора выполняется.
то условие
несоскальзывания бутылки со столика операционного ротора выполняется.
Таким образом, условия неопрокидывания и несоскальзывания бутылки при прочих равных условиях зависят от частоты вращения операционного ротора. Чем больше скорость вращения ротора, тем больше вероятность опрокидывания и соскальзывания бутылки.
4.5. Кинематический расчет:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.