По пластинчатому транспортеру идет поток наполненных йогуртом бутылок, на которых уже находится сверху пробки. Так как этот поток хаотичен, то для нормальной работы укупоривающего автомата его необходимо преобразовать до состояния, когда бутылки шли ровным строем через установленный шаг. Для этого предусмотрены винтовой конвейер с переменным, постоянно возрастающим шагом и направляющая пластина. Когда бутылки идут с заданной скоростью на определенном шаге мы можем их устанавливать на столик операционного ротора. Эта операция выполняется загрузочной звездочкой, которая перемещает бутылку за бутылкой по направляющим к укупорочной карусели. При вращении бутылки на столике карусели происходит цикл герметизации бутылки:
1. Происходит спускание укупорочных головок на бутылку
2. Затягивание пробки на бутылке
3. Происходит поднятие укупорочных патронов для возможности выгрузки бутылки
4. Движение укупорочных головок в верхнем положении
После надежной герметизации бутылку необходимо выставить обратно на пластинчатый транспортер для дальнейшего перемещения по технологической линии. Для выполнения этой задачи предусмотрена разгрузочная звездочка, снимающая бутылку со столика и перемещающая её на конвейер по направляющим.
Схематичное изображение принципа действия машины изображено на рисунке 4.2.1.
Конструктивно предусмотрена автоматизированная регулировка установки под разные размеры бутылок. Сервопривод включает мотор-редуктор, расположенный непосредственно на копире и открытую цилиндрическую прямозубую зубчатую передачу. Это делают нашу машину более универсальной и облегчает производственную работу.
Все кинематические передачи должны быть надежно связанны, для надёжной автоматизации. Приводится вся машина от одного мотор-редуктора, через открытые цилиндрические прямозубые зубчатые передачи. Для привода винтового конвейера используется так же система конических зубчатых передач через 2 промежуточных вала и зубчатый ремень.
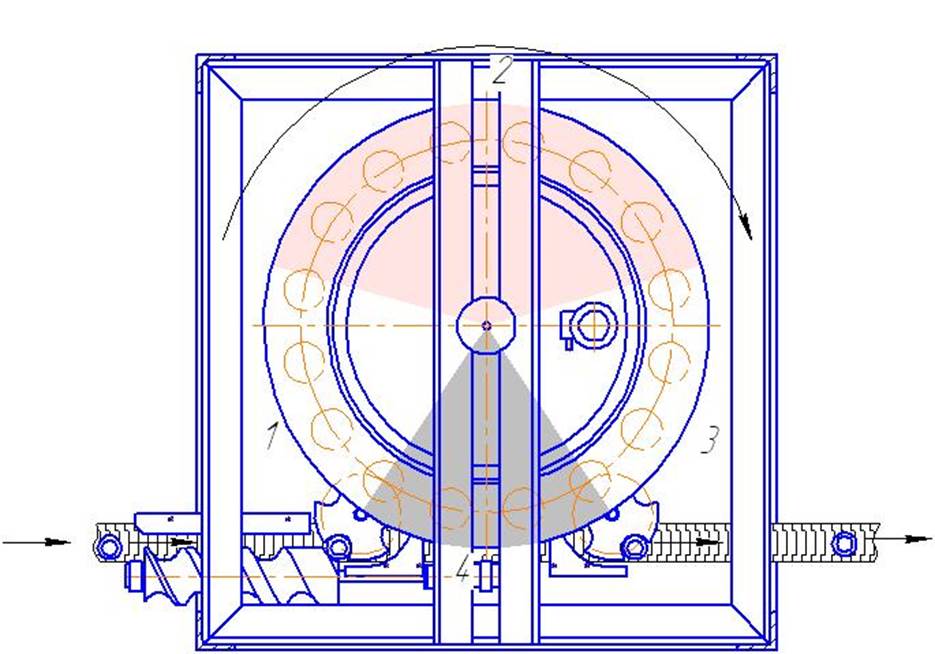
Рисунок 4.2.1.
4.3. Исходные данные:
 1.Требуемая производительность укупорочного автомата,
1.Требуемая производительность укупорочного автомата, ![]() , бут/час:
, бут/час:
![]()
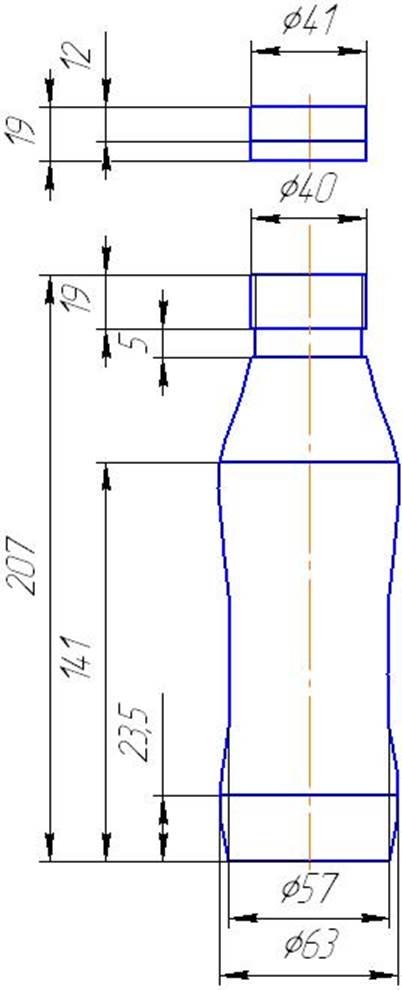
2.Геометрические размеры бутылки и пробки с венчиком
Рисунок 4.3.1.
3.Геометрические размеры пластинчатого транспортёра и высота его расположения
Расстояние от пола до плоскости соприкосновения
пластинчатого транспортёра с дном бутылки, ![]() , мм:
, мм:
![]()
Ширина пластинчатого транспортёра, ![]() , мм:
, мм:
![]()
Высота пластинчатого транспортёра, ![]() , мм: Рисунок 4.3.1.
, мм: Рисунок 4.3.1.
![]()
4.4. Технологический расчет:
1.Рассчитаем время, требуемое на полный цикл
укупоривания одной бутылки, ![]() , с, для этого составим полный цикл и
представим в виде таблицы
, с, для этого составим полный цикл и
представим в виде таблицы
Таблица 4.4.1. – Укупорочный цикл.
|
Действия |
Требуемое время, с |
|
закручивание пробки, |
2 |
|
подъем укупоривающей головки, |
1 |
|
опускание укупоривающей головки, |
1 |
|
полный цикл, |
4 |
Исходя из опыта конструирования аппаратов данного
типа, примем частоту вращения укупоривающей головки, ![]() , с-1, и зададимся
временами её подъема и опускания,
, с-1, и зададимся
временами её подъема и опускания, ![]() , с и
, с и ![]() , с соответственно:
, с соответственно:
![]() =120 мин-1 = 2 с-1;
=120 мин-1 = 2 с-1;
![]() .
.
Количество оборотов, совершаемых пробкой, необходимых
для её закручивания, ![]() , об :
, об :
![]() =0,75≈1.
(4.4.1.)
=0,75≈1.
(4.4.1.)
Время, необходимое на закручивание резьбы, ![]() , с:
, с:
 . (4.4.2.)
. (4.4.2.)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.