Довжина закріпок регулюється гвинтом 41 після ослаблення контргайки 40. Якщо гвинт 41 загвинчувати, важіль 35 буде повертатися за часовою стрілкою і його ролик 33 буде відходити від обода кулачка 32. Отже важіль 35 буде повертатися на менший кут і довжина закріпок в петлі зменшиться. Потім гвинтом 38 потрібно прирівняти довжину закріпок до ширини обметувальних строчок.
Потрібно відмітити, що всі три, описані вище регулювання взаємозалежні і складні. При їх виконанні потрібно дотримуватись послідовності запропонованої Ф.І. Черв'яковим та Б.С. Суконцевим.
Спочатку треба відрегулювати розмах важеля 6 (рис. 2.105,а) переводу голки на закріпку. Для цього повертають рукоятку 2 (рис. 2.104) розподільчого вала 31 в положення, відповідне виготовленню задньої закріпки, при якому ролик 5 (рис. 2.105,д) важеля 6 знаходиться на виступі кулачка 4 закріпки. Гвинт 7 після ослаблення контргайки 8 загвинчують до упору в стінку важеля 6 та повертають його проти годинникової стрілки на число обертів, залежно від потрібної ширини петлі .
При цьому осьове переміщення гвинта 7 буде рівне 4,4 – 5,2 мм (шаг гвинта 0,8 мм). Гвинт 7 закріплюють в потрібному положенні контргайкою 8. Шарнір 2 притиснутий пружиною 10 до пластичної пружини 1 та гвинта 9. При установці гвинта 9 його повертають до тих пір, поки не зникне зазор Ь між пластинчатою пружиною 1 та внутрішньою стінкою важеля 6. потім гвинт 9 повертають за годинниковою стрілкою на один-два оберти в залежності від потрібної ширини обметувальних строчок. При цьому осьове зміщення гвинта 9 та зазор h буде рівним 0,8-1,6 мм. В цьому положенні гвинт 9 стягують гвинтом 3. При регулюванні положення кулачка 12 (рис. 2.105,6) розподільчий вал потрібно встановити в положення, відповідне виготовленню лівої обметувальної строчки петлі. Після цього затискач 13 послабляють та повертають кулачок 12 до тих пір, поки відстань між стінкою важеля 11, призначеного для переводу голки на бокові зміщення та кулачком, не стане рівною 3,7 - 4,5 мм.
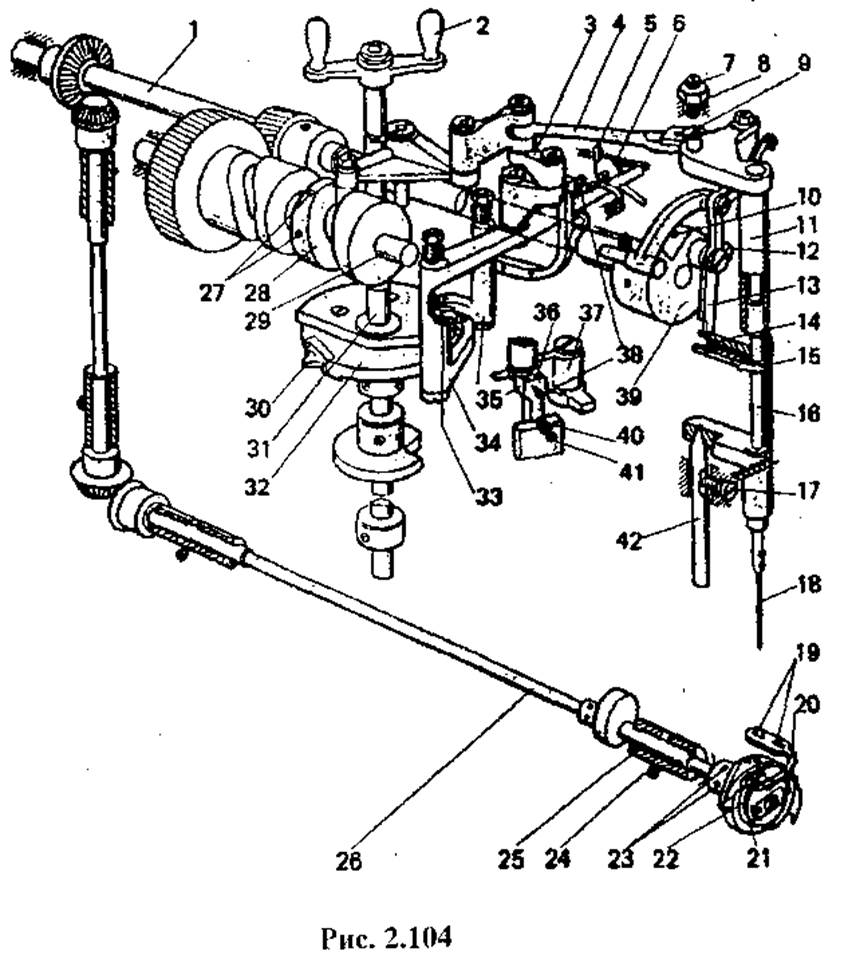
Положення петлі відносно лінії руху ножа, що прорубує вхід в петлю, регулюється зміною довжини тяги 4 (рис. 2.104) після ослаблення притискного гвинта 9. Якщо ніж прорубує праву обметувальну строчку петлі, то довжину тяги 4 потрібно зменшити та перемістити всю петлю праворуч від робочого.
Своєчасність горизонтальних відхилень голки регулюється поворотом кулачка 28 на проміжному валу 29 після ослаблення двох упорних гвинтів 27 або поворотом головного вала 1. При виконанні регулювання необхідно домогтися того, щоб голка 18 відхилялась над матеріалом в той момент, коли вона знаходиться в крайньому верхньому положенні.
Якщо виникає необхідність збільшення числа проколів при виготовленні закріпок, то на кулачкові 32 замінюють два виступи 30. При заміні виступів 30 необхідно використати новий кулачок, який би забезпечив надійний контакт важеля 35 з роликом 33.
Регулювання механізму ниткопритягувача (рис. 2.104). Хід вушка ниткопритягувача регулюється поворотом пальця 12 в кривошипі 39 після ослаблення двох упорних гвинтів 10. Чим ближче плече пальця 12 до центру головного валу 1, тим менше буде хід вушка ниткопритягувача. Хід вушка повинен бути 65-70 мм.
Регулювання механізму човника (рис. 2.104). Своєчасність підходу носика човника 21 до голки 18 регулюється поворотом човника 21 на човниковому валу 26 після ослаблення двох упорних гвинтів 23. Необхідно досягти того, щоб при правому положенні голки 18 в момент її підйому з крайнього нижнього положення на 2 ммносик човника 21 був вище вушка голки на 1-1,5 мм. Зазор між носиком човника 21 та голкою 18, котрий повинен бути рівним 0,05-0,1 мм, регулюється осьовим зміщенням човника 21 вздовж човникового валу 26 після ослаблення двох гвинтів 23. Після виконання регулювання необхідно усунути зазор між торцем втулки 25 та маточиною човника 21, для чого ослабити упорний гвинт 24 та перемістити втулку вздовж осі човникового валу 26.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.