
Лекція №2
Тема: Технологічна характеристика швейних машин і їх використання
План:
1 Використання зшивних машин.
2.Використання спеціальних машин.
3.Використання машин для пришиваання гудзиків і виготовлення закріпок і петель.
Література:
1.Оборудование швейного производства: Учеб. Для сред.проф.оброзования/ Владимр Яковлевич Франц. –М:.Издательский центр «Академия», 2002. -48с.
2.Кучер В.О., СтепураА.О. Обладнання швейного виробництва:Навч. Посіб.для.проф.-техн. Навч.закладів. – К.: Віторія, 2001.-416 с.
1. Використання зшивних машин. 2.Використання спеціальних машин.
Для виконання трудомістких технологічних операцій у швейному виробництві все більше застосування знаходять машини напівавтоматичної дії. На цих машинах сама операція виконується автоматично, а встановлюють і знімають напівфабрикат вручну. Застосування машин напівавтоматичної дії дозволяє досягти високої якості операцій.
Машини напівавтоматичної дії застосовуються на заготівельних операціях при обробці окремих вузлів і деталей швейних виробів у тих випадках, коли часто повторюються ті самі ручні прийоми: взяти деталі, сполучити їх, зупинити машину, підняти лапку, обрізати нитки, відкласти оброблені деталі.
У машинах напівавтоматичної дії передбачені способи завдання програми, що дозволяють швидко переналагоджувати машину, змінюючи в певних межах форму контуру, по якому виконується строчка.
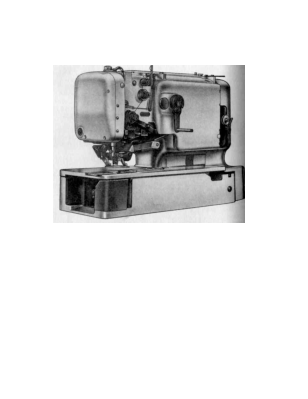
Напівавтомат 745 кл. фірми «Дюркопп-Адлер»
Напівавтомати 745-26 й 745-28 кл. (із відхиленням нитководія) забезпечують автоматичну обробку прорізних кишень і збільшують продуктивність праці більш ніж у три рази в порівнянні із цим показником при традиційній технології і використання одноголкових машин. Це досягається завдяки сполученню допоміжних прийомів з машинним циклом напівавтомата, а також виконанню ряду операцій (зшивання, прорізання входу в кишеню, обрізки ниток і надсікання кутиків) з однієї установки.
Напівавтомат в автоматичному режимі виконує пришивання двома паралельними строчками суцільнокроєної обшивки і клапана, розрізає вхід у кишеню, надсікає кутики, виводить виріб із зони обробки й укладає його в пачку.
Орієнтація обшивок та їх формування при обробці виконується також в автоматичному режимі.
Для забезпечення надійної роботи машини обшивки й клапани повинні бути викроєні з малим відхиленням від заданих розмірів. При обробці на даному напівавтоматі еластичних матеріалів необхідно попередньо продублювати ділянку деталі, на якій повинен бути прорізаний вхід у кишеню. Це забезпечить надійну роботу ножових механізмів напівавтомата.
При обробці кишені із клапаном довжина строчок і входу
в кишеню відповідає довжині клапана (є
система, що стежить за довжиною клапана), а при обробці кишені в рамку довжина
кишені задається оператором. У напівавтоматі є також прилад для спостереження
за наявністю нитки в шпульці, що має збільшену в порівнянні зі шпульками у звичайних машинах місткість![]() . Виріб після обробки до оператора не
повертається що дозволяє сполучити укладання
наступного виробу з рабочим
циклом напівавтомата. У випадку
неправильного укладання виробу або обшивки оператор
може перервати цикл і повернути працюючі органи в вихідне положення. Ця можливість забезпечується наявністю багатопозиційної педалі пуску
напівавтомата.
. Виріб після обробки до оператора не
повертається що дозволяє сполучити укладання
наступного виробу з рабочим
циклом напівавтомата. У випадку
неправильного укладання виробу або обшивки оператор
може перервати цикл і повернути працюючі органи в вихідне положення. Ця можливість забезпечується наявністю багатопозиційної педалі пуску
напівавтомата.
Напівавтомат постачений змінними деталями, що дозволяє обробляти прорізні кишені різних видів: у рамку, із клапаном, з листочкой.
Продуктивність напівавтомата при обробці пілочок з кишенями в рамку із клапаном не менше 800 у зміну.
Продуктивність зшивної головки, щозшиває, напівавтомата 3000 стібків у хвилину.
Відстань між голками 10...20 мм. Довжина оброблюваної кишені залежно від оснащення 20...220 мм.
Ніж для прорізання входу в кишеню включається в роботу після того, як буде прокладена строчка довжиною 8мм, і вимикається коли до кінця строчки залишається 8 мм. Відстань від вершини кутиків, що надсікають, до початку й кінця строчок 10 мм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.